Sitoutumisvaihtoehdot. Hammaspyörän geometriset parametrit. Involuuttisen linkin rakentaminen
geometrinen laskelma vaihdejuna valmistetaan sillä ehdolla, että hampaiden lukumäärä ilmoitetaan z 1 Ja z 2 , ja moduuli tunnetaan hammaspyörät m(saatu hampaiden lujuuden laskemisesta).
r= mz/2 - jakoympyrän säde(nollapyörille alkuympyrät ovat samat kuin nousuympyrät).
Jakaminen kutsutaan ympyräksi, jonka moduulilla on vakioarvo. Hampaan sivuprofiilin ja jakoympyrän leikkauspisteen profiilikulma on GOST:n mukaan 20. Jakoympyrä on kaikkien geometristen parametrien mittaamisen perusta Hammaspyörä. Jako- ja alkuympyrät voivat olla samat, mutta niillä on perustavanlaatuinen ero. Yhdellä pyörällä on jakoympyrä, mutta ei pitkittäisympyröitä. Jakoympyrä luonnehtii yhtä vaihdetta, johon se liittyy; tämän pyörän jakoympyrän halkaisija ei muutu. Jakoympyröiden halkaisijat riippuvat keskipisteen välisestä etäisyydestä; ne voidaan määrittää vain, kun otetaan huomioon kahden pyörän kytkeytyminen.
p= m- astu pitkin jakoympyrää(kahden vierekkäisen hampaan samojen pisteiden välinen etäisyys; yhteinen molemmille pyörille).
S=p/2= m/2 - hampaiden paksuus jakojen mukaan. ympärysmitta (tavallisilla varusteilla) .
r a = r + h a = mz/2+ fm= m/2(z+2) - ulkonemien ympyrän säde,
missä h mutta - hampaan pään korkeus, h mutta = fm, jossa f – hampaan korkeuskerroin, f=1 – normaaleille pyörille; f=0,8 - lyhennetyille pyörille).
r f = r - h f = mz/2 – 1,25 m= m/2(z-2,5) - painaumien ympyrän säde,
missä h f - hampaan polven korkeus, h f = fm+ c 0 m=1,25 m, missä c 0 \u003d 0,25 on säteittäisen välyksen kerroin.
h = h a + h f =2,25 m – hampaiden korkeus (millä tahansa määrällä tietyn moduulin hampaita hampaan korkeus on sama, koska ei riipu hampaiden lukumäärästä, vaan riippuu moduulista).
r b = r cos = r cos 20 =0.94 r on perusympyrän säde, missä =20 on kiskon profiilin kulma.
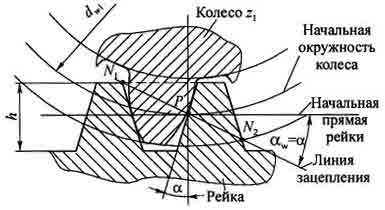
Normaalin vaihteiston perusparametrit(leikkaa siirtämättä työkalukiskoa) z i 17: a = r 1 + r 2 =( m /2)( z 1 + z 2 ) - keskietäisyys.
Kuva 17 Vaihteen parametrit
Alittavuus tai häiriö, tapahtuu, kun todellinen sitoutumislinja ylittää teoreettisen. Se riippuu katkaisupyörän hampaiden lukumäärästä (z 17) .
x =(17- z)/17 - telineen siirtokerroin.
c = xm - kiskon absoluuttisen siirtymän suuruus.
a w =a cos / cos w =0,5m( z 1 +z 2 )cos20 / cos w .
Kytkentäkulman arvo kokoonpanossa käyttämällä kytkentäkulman involuutiokaavaa:
Invw= inv20+2((x1+x2)/(z1+z2))tg20.
r i = m z i /2 - jakoympyröiden säteet;
r bi = r i cos - pääympyröiden säteet;
r w 1 = r b 1 / cos w ; r w 2 = a w - r w 1 - alkuympyröiden säteet;
r fi = r i -1,25 m + x i m ovat syvennysten ympyröiden säteet;
r ai = a w - r fi -0,25 m – kärkiympyrän säteet;
S i = s /2+2 x i m tg - jakoympyrän hampaan paksuus
h =2.25 m on hampaan korkeus.
Vaihteiston leikkausmenetelmät
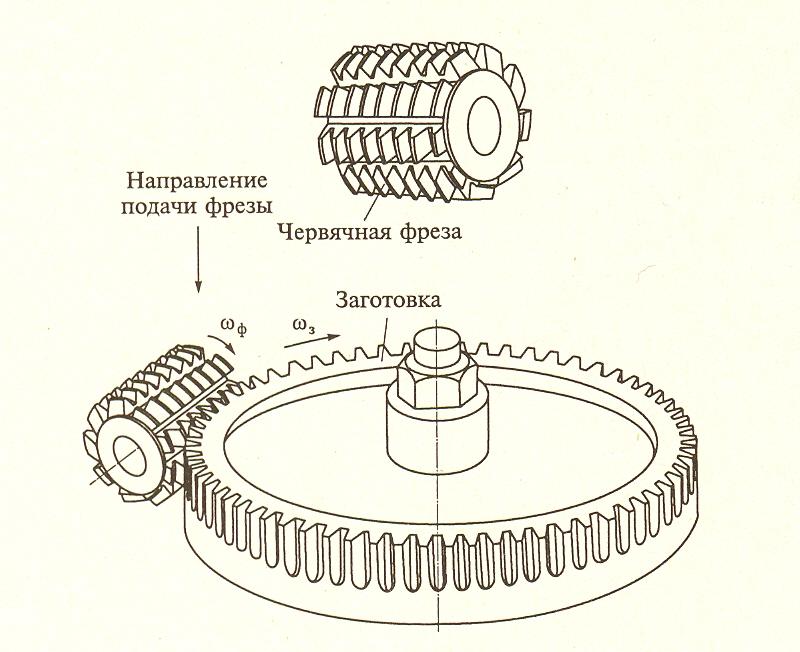
Hammaspyörät, joissa on kierrehammasprofiili, leikataan yleensä erikoishammaspyörästöillä kahdella tavalla: 1) kopioimalla, 2) ajettaessa.
Kopiointimenetelmä koostuu siitä, että leikkurin (levyn tai sormen) leikkuureuna on hampaiden välisten syvennysten muotoinen ja hampaan sivupinta osoittautuu evoluutioiseksi. Tällä menetelmällä hammaspyörän valmistuksessa työkappaleeseen leikataan yksi onkalo leikkurin yhdellä ajolla. Sitten työkappaletta pyöritetään kulmikkaalla askeleella ja leikataan seuraava ontelo ja niin edelleen. Tämä menetelmä on tehoton, vaatii valtavan valikoiman hammaspyörien katkaisutyökaluja, ja sitä käytetään pääasiassa yksittäis-, pienimuotoisessa tai korjaustuotannossa.
Murtomenetelmä johtuu siitä, että leikkaustyökalulle (teline tai leikkuri) ja työkappaleelle annetaan suhteellinen liike, jossa olisi kaksi hammaspyörää, jotka ovat oikeassa verkossa.
Evoluuttipyörien hampaiden leikkaamiseen sisäänajolla käytetään kolmenlaisia työkaluja: työkaluteline, kierukkaleikkuri ja leikkuri. Leikkaus työkalukisko- Tarkin menetelmä kierrepyörien valmistukseen työkaluprofiilin yksinkertaisuuden vuoksi. Menetelmän haittoja ovat olemassaolon vuoksi alhainen suorituskyky tyhjäkäynti ja koneen monimutkaisuus, joka johtuu tarpeesta tarjota työkalulle monimutkainen tasoliike.
Tällaisista puutteista ei käytetä leikkausmenetelmää matoleikkurilla, joka on sylinteri, jonka hampaat on järjestetty kierreviivoja pitkin; Leikkaavien särmien muodostamiseksi ja lastun ulostulon aikaansaamiseksi kelat ylitetään pitkittäisillä lastuurilla. Leikkausprosessi suoritetaan jatkuvasti leikkurin ja työkappaleen pyörimisliikkeen ansiosta. Työkalun monimutkaisemmasta muodosta johtuen kierukkaleikkurilla leikattujen pyörien tarkkuus on pienempi kuin työkalutelineellä leikattaessa. Kumpikaan näistä menetelmistä ei kuitenkaan sovellu vanteen sisäpuolella olevien hampaiden eli sisähammaspyörien katkaisuun.
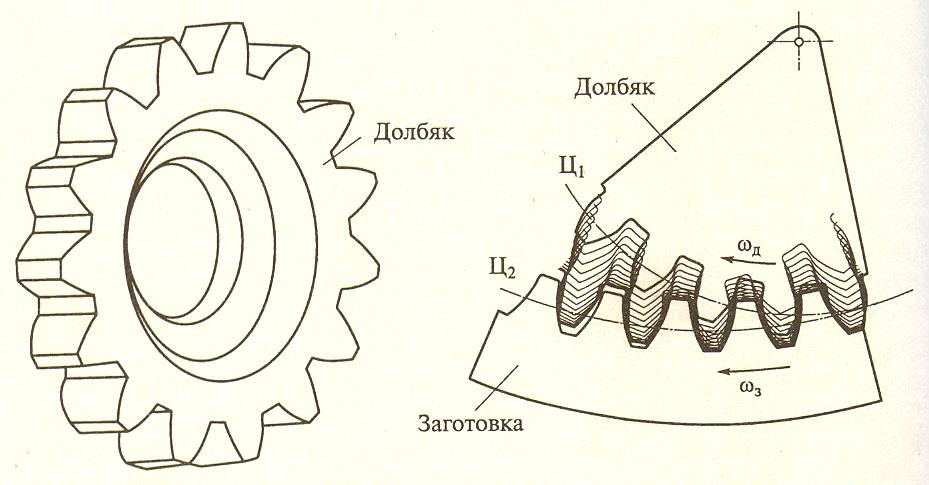
Sekä ulkoisen että sisäisen vaihteiston pyörien leikkaamiseen käytetään leikkurin muotoisia työkaluja. Terä on kierreprofiilinen työkalupyörä, jota kutsutaan keksijänsä mukaan Fellow-leikkuriksi.
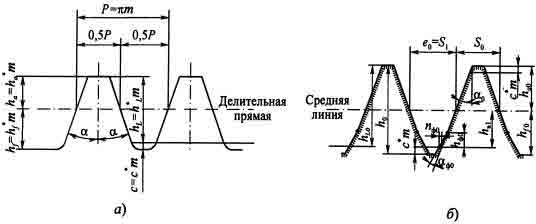
Kaikkien näiden työkalujen suunnittelu perustuu tuottavan (lähde)kiskon muotoon. Vaihdettavuuden, eli yhteenliittyvien osien kyvyn liittyä toisiinsa ilman erityistä sovitusta tai valintaa, varmistamiseksi alkuperäisen ääriviivan mittoja säätelee GOST 13755-81. Teoreettinen alkuääriviiva otetaan pohjaksi hammaspyörien hampaiden muoto- ja kokostandardille. Kuvassa pari alkuperäistä ääriviivaa näytetään. Alkuperäisen ääriviivan perusviivaa, jota pitkin hampaan paksuus on yhtä suuri kuin ontelon leveys, kutsutaan sen jakoviivaksi. Jakoviiva jakaa hampaan korkeudeltaan jakopäähän ja jakojalkaan. Vierekkäisten hampaiden samojen profiilien välistä etäisyyttä jakoväliä tai muuta sen kanssa samansuuntaista suoraa pitkin kutsutaan hampaiden nousuksi. R alkuperäinen piiri.
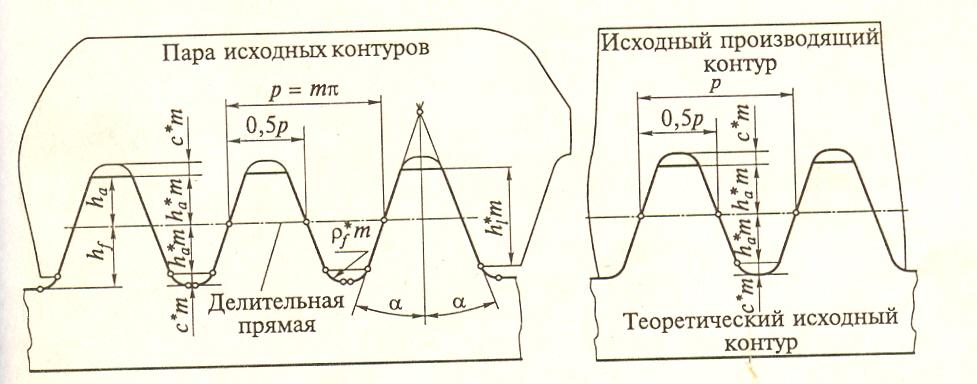
Kaikki ääriviivan lineaariset mitat on annettu moduulin murto-osina.
Hampaan pääprofiilin ja hampaan symmetria-akselin välistä kulmaa kutsutaan alkuperäisen ääriviivan pääprofiilin kulmaksi tai yksinkertaisesti alkuääriviivan profiilin kulmaksi. GOST 13755 - 81:n mukaan seuraavat alkupiirin parametrien arvot asetetaan:
h a= 1,0; h f= 1,25; c* = 0,25; = 20°.
Lähteen generointipiiri- sellainen, joka täyttää teoreettisen alkuperäisen ääriviivan ontelot, kuten valu täyttää muotin säilyttäen samalla tietyn säteittäisen välyksen alkaenm hampaan yläosan ja onkalon pohjan välillä, vastaavasti teoreettisen alku- ja alkumuodon muodostavan ääriviivan välillä. Säteittäinen välys tehdään siten, että alkuperäisen muodostavan ääriviivan perusteella muodostetun työkalun ontelon pinta ei osallistu hampaiden leikkausprosessiin. Jos alkuperäistä generoivaa ääriviivaa siirretään sen tasoon nähden kohtisuoraan suuntaan, se kuvaa alkuperäisen generoivan telineen (työkalutelineen) pintaa.
Kohdassa (517, a) esitetyn levypyörän pääelementit ovat hampaat; Jokainen hammas koostuu hampaan päästä ja hampaan varresta. Hampaat sijaitsevat pyörän vanteessa ja muodostavat yhdessä vanteen kanssa rengaspyörän, pyörän ohuempi osa on kiekko, joka yhdistää navan vanteeseen. Navan sisällä on reikä akselille, jossa on kiilaura tai urit. Kohdassa (517, b) näytetään ehdolliset kuvat saman vaihteen piirustuksen elementeistä. Tämän vaihteen elementit ovat yhdenmukaisia kuvassa 517 esitettyjen pyörän osien kanssa, ja:
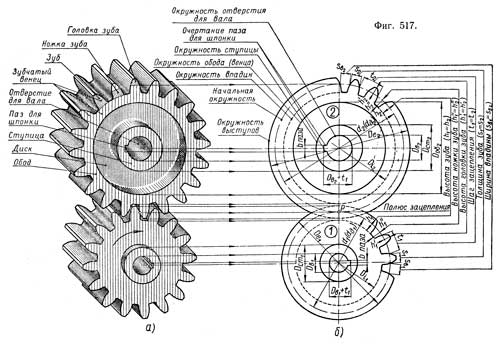
mutta) Ulkonemien ympärysmitta on ympyrä, joka kulkee hampaiden ulkonemia pitkin, eli rajoittaa pyörän hampaiden päiden yläosia, vaikka se itse asiassa koostuu pienistä ympyrän kaarista, se on perinteisesti kuvattu kiinteä pääviiva, jonka paksuus on 6, joka on yhtä suuri kuin näkyvän ääriviivan viivan paksuus.
b) Alkuympyrä on kuvitteellinen ympyrä, joka on alkusylinterin pohjan ääriviiva; se jakaa jokaisen hampaan kahteen epätasa-arvoiseen osaan: pienempi - hampaan pää ja suurempi - hampaan jalka, se on perinteisesti kuvattu viivalla - katkoviiva, jonka paksuus on b / 3 tai vähemmän . Sekä tässä että myöhemmissä kuvissa on evoluutiolla varustetut vaihteet, joissa tuotanto (DIVISION) on esitetty.
Jakoympyrä on hammaspyörän ympyrä, jossa tuotteen nousu ja kytkentäkulma ovat vastaavasti yhtä suuria kuin työkalun teoreettinen nousu- ja kytkentäkulma. Se on vaihteiston mittauksen perusta. Aloitusympyrä on samalla toiminnassa:
sisään) Kaukaloiden ympärysmitta on ympyrä, joka seuraa kaukaloiden ääriviivoja, eli rajoittaa pyörän kouruja pyörän rungon sivulta; se on kuvattu ehdollisesti katkoviivalla, jonka paksuus on b / 2 - b / 2 on sallittu
katkoviivojen sijaan käytä ohuita yhtenäisiä viivoja.
G) Vanteen ympärysmitta on ympyrä, joka kuvaa vanteen sisäääriviivaa, se on piirretty yhtenäisellä pääviivalla, jonka paksuus on b.
e) Navan ympärysmitta on ympyrä, joka ilmaisee navan ulkoreunaa, se on piirretty yhtenäisellä pääviivalla, jonka paksuus on b.
e) Akselin reiän ympärysmitta on piirretty yhtenäisellä pääviivalla, jonka paksuus on b.
g) Kiilauran ääriviivat on myös piirretty yhtenäisellä paksuusviivalla b. Piirustuksessa näkyvät pääelementtien mittojen symbolit
Evoluutiolla varustettujen hammaspyörien sivujen profiili on kaksi symmetrisesti järjestettyä evoluutiota.
Involuutio- tämä on tasainen käyrä, jolla on muuttuva kaarevuussäde ja joka muodostuu tietystä suoran pisteestä, joka kulkee ympäriinsä liukumatta ympyrän ympäri, jonka halkaisija (säde) d b (r b), jota kutsutaan pääympyräksi.
Evoluuttisen vaihteiston perusparametrit. Kuvassa 1.1 näyttää kahden vaihteen kytkeytymisen evoluutiolla. Harkitse linkin pääparametreja, niiden määritelmiä ja standardimerkintää.
Toisin kuin aiemmin hyväksyttiin, kaikki parametrit merkitään pienillä kirjaimilla, ei isoilla kirjaimilla, ja indeksit osoittavat niiden kuulumisen pyörään, työkaluun, ympyrän tyyppiin ja osan tyyppiin.
Standardi sisältää kolme indeksiryhmää:
Indeksien käyttöjärjestys määräytyy ryhmän numeron mukaan, ts. Ensinnäkin etusija annetaan ensimmäisen ryhmän indekseille, sitten toisen ja niin edelleen.
Jotkin indeksit voidaan jättää pois tapauksissa, joissa väärinkäsityksiä ei voi tapahtua tai joilla ei ole määritelmän mukaista käyttöä. Esimerkiksi suorissa hampaissa sylinterimäiset pyörät ensimmäisen ryhmän indeksejä ei käytetä. Joissakin tapauksissa jotkin indeksit jätetään myös pois tietueen lyhentämiseksi.
Tarkastellaan kahden lieriömäisen (kuva 1.1) pyörän kytkeytymistä: pienemmällä määrällä hampaita (z 1) kutsutaan hammaspyöräksi ja suurella määrällä hampaita (z 2) kutsutaan pyöräksi; vastaavasti pyörien keskipisteiden kanssa pisteissä O 1 ja O 2 . Ajettaessa vaihdetta pyörällä, kaksi sentroidia pyörii luistamatta - ympyrät, jotka koskettavat vaihteiston napaa - P. Näitä ympyröitä kutsutaan alkuperäisiksi, ja niiden halkaisijat (säteet) merkitään indeksillä w: d wl (r wl ), d w2 (r w2). Korjaamattomien pyörien osalta nämä ympyrät osuvat yhteen jakoympyröiden kanssa, joiden halkaisijoiden (säteiden) merkintä on annettu ilman ensimmäisen ja toisen ryhmän indeksejä, ts. vaihteelle - d 1 (r 1), pyörälle - d 2 (r 2).
Riisi. 1.1. Involution vaihteiston kytkeminen
pitch ympyrä- ympyrä, jossa hampaiden välinen jako ja profiilin kulma ovat samat pyörään kytketyssä jakavassa suorassa hammastanossa. Jossa askel(P = π m) - profiilin samannimisen kahden vierekkäisen sivun välinen etäisyys. Tästä syystä pyörän nousun halkaisija d = P Z / π = m Z
Hammasmoduuli(m \u003d P / π) - ehdollinen arvo, jonka mitat ovat millimetreinä (mm) ja jota käytetään asteikkona monien vaihteiden parametrien ilmaisemiseen. Ulkomaisessa käytännössä tässä ominaisuudessa käytetään sävelkorkeutta - arvoa, joka on moduulin käänteinen.
Perusympyrä on ympyrä, josta involuutio muodostuu. Kaikki siihen liittyvät parametrit on merkitty indeksillä b, esimerkiksi kytkeytyvien pyörien halkaisijat (säteet): d b1 (r bl), d b2 (r b).
Pääympyröiden tangentti linkin P kulkee navan kautta suora N-N, ja sen osuutta N 1 - N 2 kutsutaan kytkentäviivaksi, jota pitkin vastakkaisten pyöräprofiilien kosketuspiste liikkuu sisäänajon aikana. N 1 -N 2:ta kutsutaan nimelliseksi (teoreettiseksi) kytkentäviivaksi, jota merkitään kirjaimella g. Sen leikkauspisteiden ja pyörän ulokkeiden ympyröiden välistä etäisyyttä kutsutaan kytkentäviivan työosuudeksi ja sitä merkitään g a.
Kulkupyörän pyöriessä profiilien kosketuspiste liikkuu kytkentälinjan ga aktiivisen (työ)osan sisällä, joka on normaali molempien pyörien profiilien suhteen näissä kohdissa ja samalla molempien yhteinen tangentti. pääpiireissä.
Kulma kytkentälinjan ja vastinpyörien keskipisteitä yhdistävään linjaan nähden kohtisuoran välillä on ns. kiinnityskulma. Korjattujen pyörien osalta tämä kulma on merkitty α w12; korjaamattomille pyörille α w12 = α 0 .
keskustan etäisyys korjaamattomat pyörät
a W12 = r W1 + r W2 = r 1 + r 2 = m (Z 1 + Z 2) / 2
Ulkonemien ja painaumien ympyrät- ympyrät, jotka kulkevat hammaspyörän hampaiden yläosien ja kourujen läpi. Niiden halkaisijat (säteet) on merkitty: d a1 (r a1), d f1 (r f1), d a2 (r a2), d f2 (r f2).
Pyörän hammasvälit- P t R b , R n , R x - nämä ovat profiilin samojen sivujen väliset etäisyydet mitattuna:
Peittosuhde, ε- kytkentälinjan aktiivisen (työskentely) osan suhde päänormaaliin nousuun:
Kehän (pään) hampaan paksuus, S t- hampaan kahden sivun välissä olevan jakoympyrän kaaren pituus.
Hampaiden välisen ontelon ympärysleveys, esim- profiilin vastakkaisten sivujen välinen etäisyys jakoympyrän kaarta pitkin.
Hampaiden pään korkeus, h a- ulkonemien ympyröiden ja nousun välinen etäisyys:
Hampaan pedicle korkeus h f- jakoympyröiden ja kourujen välinen etäisyys:
Hampaan korkeus:
Hammasprofiilin työskentelyalue- Vastapyörien profiilien kosketuspisteiden paikka määritellään etäisyydeksi hampaan yläosasta evoluutioon. Jälkimmäisen alapuolella on siirtymäkäyrä.
Hampaiden profiilin vaihto- profiilin osa involuution alusta, ts. pääympyrästä painaumien ympyrään. Kopiointimenetelmällä se vastaa työkalun hampaan pään muotoa ja rullausmenetelmällä se muodostuu leikkaustyökalun yläreunasta ja on pitkänomaisen evoluution (telinetyyppisille työkaluille) tai episykloidin muotoinen. (pyörätyyppisille työkaluille).
Riisi. 1.2. Vaihdetangon kytkeminen pyörään
Kiskon alkuperäisen ääriviivan käsite
Kuten yllä näkyy, involuutin erikoistapaus kohdassa z = (ääretön) on suora. Tämä antaa aiheen käyttää hammastelinettä, jossa on suorasivuiset hampaat involuutiossa. Tässä tapauksessa mikä tahansa tämän moduulin hammaspyörä, hammasten lukumäärästä riippumatta, voidaan kytkeä saman moduulin hammastankoon. Tästä syntyi ajatus pyörän käsittelystä. Pyörän kytkeytyessä kiskoon (kuva 1.2) jälkimmäisen alkuympyrän säde on yhtä suuri kuin ääretön, ja itse ympyrä muuttuu kiskon alkusuoraksi. Kytkentäviiva N 1 N 2 Koska hammastangon hampaiden profiili on suora, se yksinkertaistaa huomattavasti hampaiden lineaaristen parametrien ja profiilin kulman hallintaa. Tätä tarkoitusta varten standardit vahvistivat käsitteen hammastangon alkuperäisestä ääriviivasta (kuva 1.4, a) kulkee napa P läpi pyörän pääkehän tangentin kautta ja kohtisuorassa hammastangon hammasprofiilin sivusivulle. Kiinnitysprosessissa pyörän alkuympyrä pyörii alkuperäistä suoraa hammastankoa pitkin ja kiinnityskulmasta tulee yhtä suuri kuin hammastangon hampaan profiilikulma α.
Koska hammastangon hampaiden profiili on suora, se yksinkertaistaa huomattavasti hampaiden lineaaristen parametrien ja profiilikulman hallintaa. Tätä tarkoitusta varten standardit ovat luoneet konseptin telineen alkuperäinen muoto(Kuva 1.3, a)
Maassamme evoluutiovaihteistoa koskevien standardien mukaisesti alkuperäisellä ääriviivalla on seuraavat hammasparametrit moduulista riippuen:
Hampaan jakosuora kulkee hampaan h L työkorkeuden keskikohtaa pitkin.
Hammasleikkuutyökaluissa hampaiden pääparametrit asetetaan analogisesti yllä olevan kanssa alkuperäisen työkalukiskon parametreilla (kuva 1.3, b). Koska leikkuutyökalun hampaat prosessoivat pyörän hampaiden välistä onkaloa ja voivat leikata pyöriä muunnetulla (reunustamalla) profiililla, nimettyjen alkuperäisten ääriviivojen välillä on merkittäviä eroja:
ja työkalutelineessä leikattaessa pyöriä muunnetulla hammasprofiililla S 0 = π m / 2 ± ΔS 0
Riisi. 1.3. Ensimmäiset ääriviivat:
a - vaihdeteline; b - työkalukisko
Korjaus ΔS 0 on otettu hakuteosista riippuen hampaan moduulin arvosta. Merkki "+" otetaan viimeistelyyn, ja merkki "-" - rouhintatyökaluille. Ensimmäisessä tapauksessa katkaisupyörän hampaita ohennetaan sivuttaisraon muodostamiseksi kytkettyjen pyörien hampaiden väliin, toisessa tapauksessa niitä paksunnetaan, minkä seurauksena leikatut hampaat saavat lisävaraa viimeistelyyn. .
Pyörille, joissa on perinteinen (muokattu) hammasprofiili, leikattujen hampaiden paksuuden muutos voidaan saada aikaan siirtämällä työkalutelinettä pyörän keskipisteen suhteen, eikä sen hampaiden paksuuntumista jalan kohdalta tarvita.
Korjattujen vaihteiden vaihteistoparametrit. Pyörien korjaus (korjaus) mahdollistaa vaihteiston parantamisen normaaliin vaihteistoon verrattuna hampaiden kitkan, kulumisen ja lujuuden suhteen, vähentää todennäköisyyttä hampaiden jalkojen alle leikkaamiseen pienellä määrällä niitä jne. .
Leikkureiden osalta korjaus mahdollistaa välyskulmien saamisen leikkuureunoihin (katso alla).
Käytännössä tunnetuista korjausmenetelmistä laajimmin käytetty on korkeuskorjaus, joka suoritetaan siirtämällä alkuperäisen työkalukiskon profiilia suhteessa leikkuulaikan keskipisteeseen. Tällaista siirtymää pidetään positiivisena, jos kisko vedetään takaisin pyörän keskeltä, ja negatiivisena, kun se lähestyy sen keskustaa (kuva 1.4).
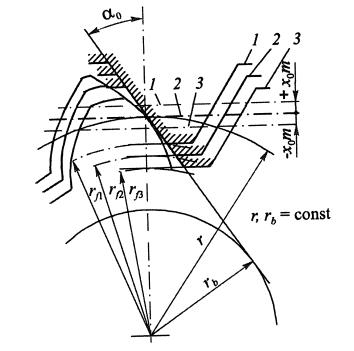
Riisi. 1.4. Kaavio hammaspyörän korkeudesta korjauksesta:
1 - positiivinen siirtymä; 2 - nollapoikkeama; 3 - negatiivinen offset
Siirtymäarvo arvioidaan tulolla x o m, jossa x 0 on bias-kerroin
Positiivisella siirrolla leikkuulaikan hampaan pään korkeus h "a1 kasvaa arvolla xot ja varren korkeus h" f1 pienenee saman verran. Negatiivisella siirtymällä päinvastoin hampaan pään korkeus laskee ja varren korkeus kasvaa. Täyskorkeus pyörän hammas pysyy molemmissa tapauksissa ennallaan.
Koska tässä tapauksessa pyörän nousun ja pääympyröiden sijainti on vakio eikä riipu siirtymän määrästä, leikkauspyörän hampaan paksuuden muutos pitkittäisympyrää pitkin on väistämätöntä johtuen noususuoran kiskon siirtymä suhteessa alkuasentoon ± xo m. Kuten kuvasta näkyy. 1,5, hampaan paksuus korjatun pyörän jakoympyrässä, kun työkaluteline siirretään
S "1, 3 = π m / 2 ± 2 x 0 m tg α 0
Missä ΔS \u003d x 0 m tg α 0.
Merkki "+" pidetään positiivisena ja merkkinä "-" - negatiivisella harhalla.
Laskettaessa hammaspyörätyökaluja, esimerkiksi leikkureita, joiden hampaat on korjattu, on tarpeen määrittää hampaan paksuus minkä tahansa säteen ympyrällä - r y, samankeskinen säteen r väliympyrän kanssa.
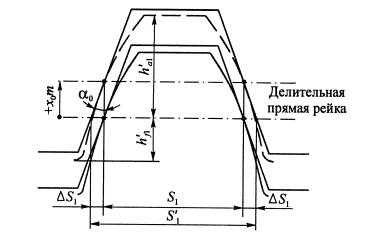
Riisi. 1.5. Hampaiden paksuuden muutos jakoympyrässä positiivisella työkalutelineen siirtymällä.
