Hammaspyörien lieriömäisten kierukkavaihteiden valmistus. Matovarusteet
Säännöt piirustusten toteuttamiselle lieriömäisiä matoja ja matopyöriä säätelee GOST 2.406-76.
5.1 Matojen työpiirustusten suorittamista koskevat säännöt
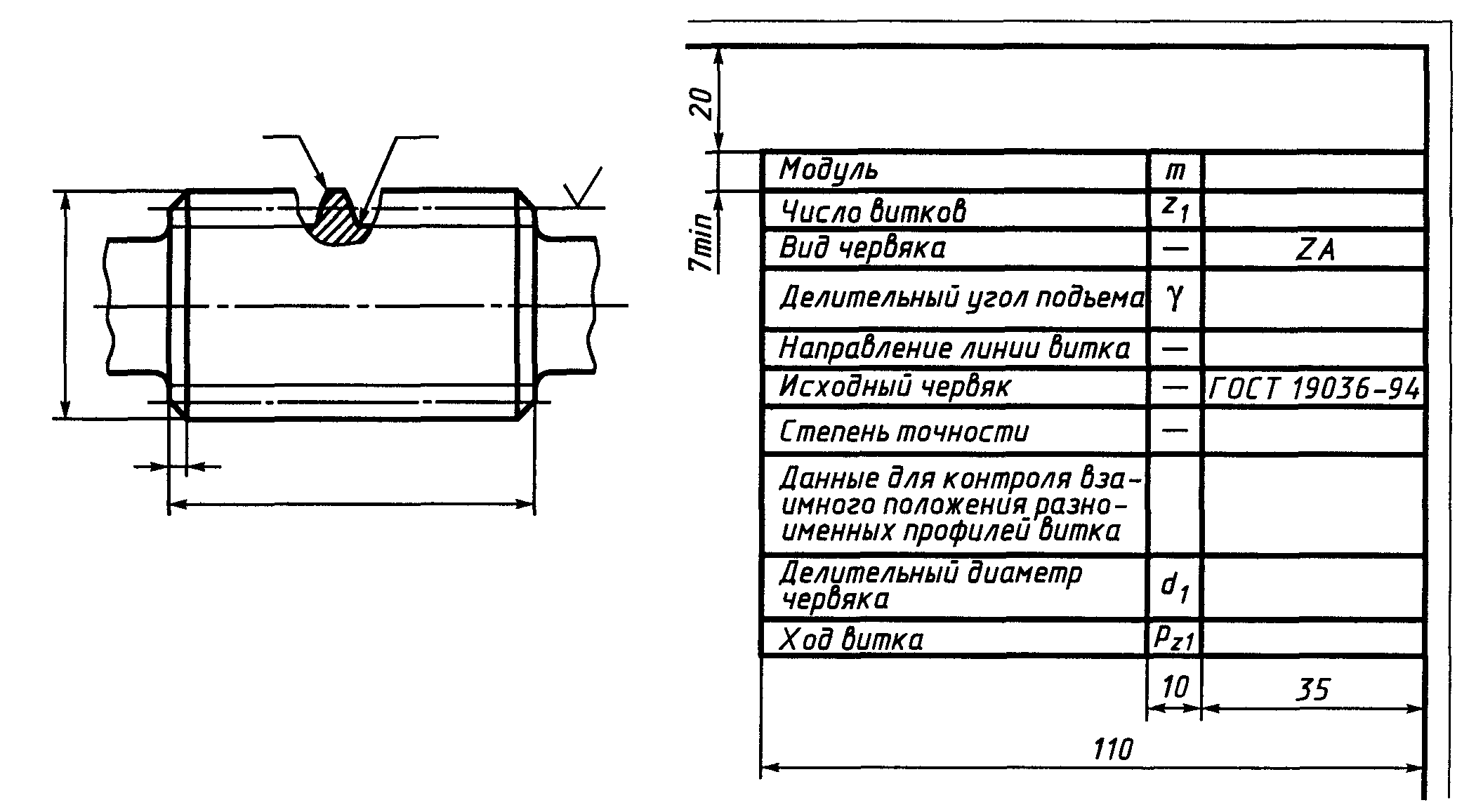
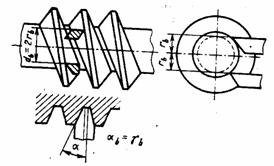
Sylinterimäisen madon kuvan (kuva 15) tulee osoittaa:
silmukan yläosien halkaisija d a 1 ;
madon leikatun osan pituus b 1 ;
tiedot, jotka määrittelevät madon leikatun osan ääriviivat, esimerkiksi viisteen lineaariset tai kulmamitat jne.;
käännöksen siirtymäkäyrän kaarevuussäde r f 1 ;
käännöksen tylppälinjan kaarevuussäde r k 1 tai viisteen mitat;
käännöksen sivupintojen karheus.
Madon piirustukseen tulee sijoittaa parametritaulukko, joka koostuu kolmesta osasta, jotka on erotettava toisistaan kiinteillä päälinjoilla:
V ensimmäinen osa tulee antaa kierukkapyörän vanteen parametrien taulukot (kuva 15):
moduuli T;
vuorojen määrä z 1 ;
madon tyyppi - tyypin tietueella: ZA, ZI jne.;
kääntölinjan korkeuskulma:
perus g v- ZI-tyypin matolle;
jakamalla g- muuntyyppisille matoille;
kääntölinjan suunta - merkinnällä "Oikea" tai "Vasen";
alkuperäinen mato: standardimatolle - viittaamalla vastaavaan standardiin;
Sisään toinen osa kierukkapyörän vanteen parametrien taulukko, tiedot on toimitettava vastakkaisten kelaprofiilien keskinäisen sijainnin ohjaamiseksi jonkin seuraavista vaihtoehdoista:
jaon paksuus käämin jänteessä ja korkeus jänteeseen  ;
;
madon koko telojen mukaan M 1 ja mittarullan halkaisija D.
V kolmas osa tulee antaa matokruunun parametrien taulukot:
madon halkaisija d 1 ;
silmukan veto R z 1 ,
tarvittaessa - muut viitetiedot, esim.
keskustan etäisyys a w ;
madon halkaisijakerroin q;
matokelan korkeus h 1 ;
pariutuvan matopyörän hampaiden lukumäärä z 2 ;
päämadon halkaisija d v - ZI-tyypin matolle;
vastinpyörän piirustuksen nimitys.
|
|
|
Riisi. 15. Esimerkki hammaspyörän vanteen parametrien ilmoittamisesta piirustuksessa mato tyyppiä ZA (Archimedean mato) |
5.2 Kierukkapyörien työpiirustusten toteutussäännöt
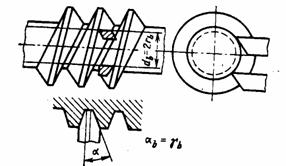
Kierukkapyörän kuvan (kuva 16) tulee osoittaa:
hampaan kärjen halkaisija d a 2 ;
suurin halkaisija d a M 2 ;
kruunun leveys b 2 ;
tiedot, jotka määrittelevät pyörän vanteen muodon, esimerkiksi viisteen mitat tai hampaiden päätyreunojen kaarevuussäde, pyörän hampaiden yläosien pinnan säde jne.;
etäisyys pohjapäästä pyörän keskipäätasoon ja tarvittaessa pyörän hampaiden yläosien pinnan syvennyksen keskustaan;
hampaan siirtymäkäyrän kaarevuussäde r f 2 ;
hampaan tylpän linjan kaarevuussäde r k 2, tai viisteen mitat;
hampaiden sivupintojen karheus.
Pyörän piirustuksen tulee sisältää parametritaulukko, joka koostuu kolmesta osasta, jotka on erotettava toisistaan kiinteillä pääviivoilla:
ensimmäinen osa on perustietoja;
toinen osa - tiedot ohjausta varten;
kolmas osa on viitetietoja.
V ensimmäinen osa tulee antaa kierukkapyörän hammaspyörän parametrien taulukot (kuva 16):
moduuli T;
hampaiden määrä z 2; vaihdesektorin osalta on ilmoitettava sektorivaihteen hampaiden lukumäärä;
hammaslinjan suunta - merkinnällä "Oikea" tai "Vasen";
madon siirtymäkerroin X;
alkuperäinen tuottava mato: standardimatolle - viittaamalla vastaavaan standardiin;
tarkkuusaste ja liitostyyppi vastaavan standardin ja tämän standardin merkinnän mukaisten sivuvälysten normien mukaisesti.
Toinen osa matopyörän piirustuksen kruunun parametrien taulukoita ei täytetty.
V kolmas osa kruunun parametrien taulukot matopyörän piirustuksessa on annettava:
keskustan etäisyys a w ;
kierukkapyörän nousuhalkaisija d 2 ;
sektorin hampaiden lukumäärä;
konjugaattimadon tyyppi;
konjugaattimadon kierrosten lukumäärä z 1 ;
siihen liittyvän madon piirustuksen nimitys;
tarvittaessa - muut vertailutiedot, esimerkiksi keskietäisyys käsittelyssä a 0 jne.
Suunnittelutaulukon käyttämättömät rivit tulee jättää pois tai yliviivata.
Bibliografia
GOST 2.406-76. Säännöt lieriömäisten matojen ja matopyörien piirustusten suorittamiseksi. M .: Standardien kustantaja, 1998.
GOST 3675-81. Vaihdettavuuden perusnormit. Sylinterimäiset kierukkavaihteet. Toleranssit.
GOST 18498-89. Kierukkavaihteet. Termit, määritelmät ja nimitykset.
GOST 19036-94. Sylinterimäiset kierukkavaihteet. Alkuperäinen mato ja alkuperäinen tuottava mato.
GOST 19650-97. Sylinterimäiset kierukkavaihteet. Geometristen parametrien laskenta.
GOST R 50891-96. Vaihteistot yleisiin koneenrakennussovelluksiin. Yleiset tekniset ehdot. M .: Publishing House of Standards, 1996 .-- 27 s.
Dunaev P.F., Lelikov O.P. Yksiköiden ja koneenosien suunnittelu: Opetusohjelma varten tekniset erikoisuudet yliopistot. M .: Korkeakoulu, 2001 .-- 447 s.
Reshetov D.N. Koneen osat - M .: Mashinostroenie, 1989 - 496 s.
Sheinblit A.E. Koneenosien kurssisuunnittelu. Opinto-opas - Kaliningrad: Amber Skaz, 2004 - 454 s.
Shelofast V.V. Konesuunnittelun perusteet - Moskova: APM Publishing House, 2000 - 472 s.
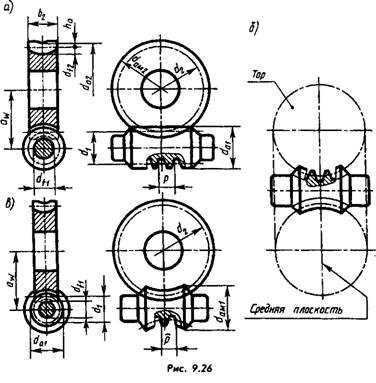
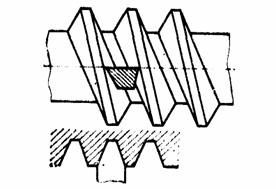
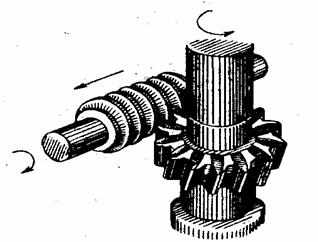
Matovarusteet koostuu matopyörästä ja matosta. Jälkimmäinen on ruuvi, jossa on yksi tai useampi kierros (johtimia), esimerkiksi kolme (kuva 9.25), tiettyä profiilia.
On hammaspyöriä, joissa on lieriömäinen kierukka - madon jakopinnat ja pyörät ovat sylinterimäisiä (kuva 9.26, a) ja globoidisia - madon jakopinta on osa toruksen pintaa (kuva 9.26.6), pyörä on sylinterimäinen (Kuva 9.26, c) ...
Merkintä. Kuvissa merkinnät on annettu ikään kuin irrotetuille pyörille ja matoille. Siksi alaindeksit "w" on jätetty pois niiden myöhemmän käytön helpottamiseksi.
Käännösten sivupinnat voivat olla viivattuja (helikoidisia) ja epälineaarisia.
Yleisimmin käytettyjä ovat kolmen tyyppisiä lineaarisia lieriömäisiä matoja: Archimedes (ZA), involuuttinen (ZI) ja konvoluutio (ZN).
Archimedesin mato sivupinnat kierteisiä kierroksia rajoittavat arkhimedelaiset helikoidit, niiden päätyosat (päätyprofiili) - Arkhimedesin spiraalit (ks. kuva 9.25) Kun niitä tehdään, pinnan muodostavan leikkurin leikkaussuoran reunan suunta leikkaa geometrisen akselin madosta tietyssä vakiokulmassa.
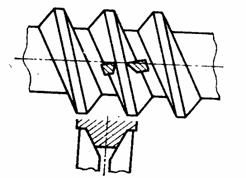
Involuuttisessa matossa samanlaisia pintoja rajoittavat involuuttiset (avautuvat) helikoidit. Niiden päätyosat ovat ympyrän evoluutioita (ks. kuva 9.25). Jyrsinten leikkausreunojen suunnat ovat tangenttimadon kierteisiä linjoja.
Kierteisellä matolla on samanlaiset pinnat - kierteiset helikoidit. Niiden päätyosat ovat pitkänomaisia tai lyhennettyjä evoluutioita (ks. kuva 8.10). Terien leikkuureunojen suunnat ovat tangenttia sylinterimäiset pinnat joiden akselit ovat samat kuin madon akseli.
Ilmoitettujen matojen kierrosten aksiaalinen leikkaus on tasakylkinen puolisuunnikas, jonka kulma on 40 °. Korjaamattomilla kierukkavaihteilla aw = 0,5 (d1 + d2), pyörän hampaan pään ja kierukkakierron korkeudet ovat yhtä suuria kuin moduuli m = p / pi (ks. kuva 9.26), jalat ovat 1,2 m.
Pyörän halkaisija d2, kuten korjaamattomilla sylinterimäisillä ja viisteillä vaihteet, on yhtä kuin mz2.
Siksi hampaiden yläosien ympyrän halkaisija
da2 = d2 + 2m = m (z2 + 2), laaksot - df2 = m (z2-2,4).
Madon halkaisija d1 = mq, missä q on madon kerroin, jonka arvot on annettu GOST 2144-76 *. Madon kierrosten kärkien halkaisija da1 = d1 + 2m = m (q + 2), kourut df1 = m (q-2,4) = d1-2,4m.
Madon hampaiden lukumäärän sijasta ilmoitetaan kierrosten lukumäärä z1 (johdot), joka on 1 ... 4. Lähetysparametrien lukumäärä sisältää silmukan kulun - p21 = pz1 = pi * m * z1 ja silmukkaviivan nousukulman = P / pi * d1.
Matojen ja pyörien työpiirustuksissa osa parametreista on sijoitettu kuviin, osa vastaaviin taulukoihin
esitetty kuvassa. 9.13 ja 9.21. Katso niiden täydellinen sisältö GOST 2.406-76 * lieriömäisille matoille ja pyörille ja GOST 2.407-75 - globoidisille.
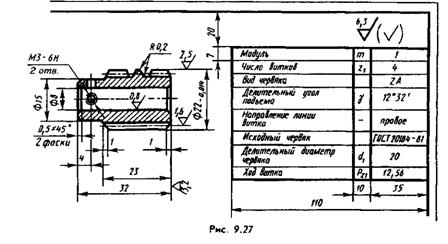
Harjoituspiirustuksissa jotkin taulukoiden sarakkeet jätetään tyhjiksi tai jätetään pois (kuvat 9.27 ja 9.28). Kun piirrät piirustusta (luonnos, katso kohta 10.1) luonnosta, mittaa mahdollisimman tarkasti da (keskiosan pyörille ja pallomaisille madoille), kelan tai hampaan korkeus ja ottamalla h = 2,2m, laske moduuli. Saatuja arvoja verrataan vakiomoduuleihin (katso s. 291) ja poikkeavuuksien sattuessa otetaan lähin, jota käytetään jatkolaskelmissa. Mittaa p, laske z1 ja z2.
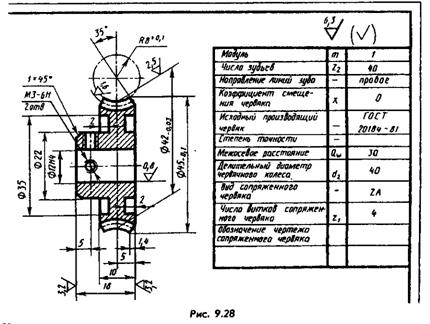
Madon nousuhalkaisija määritetään kaavasta d1 = da1-2m. Tietäen d1 ja t, on mahdollista määrittää q- madon halkaisijan kerroin, jota voidaan käyttää laskelmien tarkentamiseen, koska sen arvot voivat olla 8; 9; 10; 11,2; 12,5; 14; kuusitoista; kahdeksantoista; kaksikymmentä; 25 (GOST 2144-76 *).
Nousukulma lasketaan kaavalla (minuuttien tarkkuudella) tai määritetään mittaamalla se lieriömäisen madon pinnasta, joka on helppo saada käärimällä mato paperiarkille ja leimaamalla kierteisiä viivoja sen päällä.
Jos madon ja pyörän piirustukset tehdään yleistä järjestelypiirrosta täsmennettäessä, sen tulee sisältää vastaavat parametrit. Niiden puuttuessa parametrit määritetään mittaamalla vastaavat kuvaelementit.
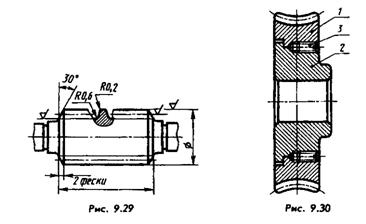
Matojen kuva on suoritettava kuvan 1 mukaisesti. 9.27 ja 9.29.
Hampaiden sivupintojen ja käänteiden karheus levitetään jakopintojen linjoille.
Madot ja pyörät on valmistettu teräksestä (esim. teräs 45, 40X jne.), pronssista (esim. BrOTsO5-3-5) ja polymeereistä. Kalliin pronssin säästämiseksi siitä valmistetaan vain rengashammaspyörä, joka on tavalla tai toisella vahvistettu valuraudasta tai halvasta teräksestä valmistettuun napaan (kuva 9.30). Tällaiset piirustukset laaditaan kokoonpanopiirroksina.
Sylinterimäisissä kierukkavaihteissa seuraavan tyyppiset matot ovat yleisimpiä (GOST 18498 - 73): Archimedean (ZA), involute (ZI) , kierre suoraviivaisilla kääntöprofiileilla (ZN 1), kierre suoraviivaisilla uraprofiileilla (ZN 2), kierre suoraviivaisella normaalilla kääntöprofiililla (ZN 3) ja muodostuu kartiosta (ZK 1) ja (ZK 2).
Viime vuosina on käytetty matoilla varustettuja hammaspyöriä, joiden kierroksilla normaaliosassa on ympyrän kaaren muotoiset profiilit - toruksen (ZT 1) muodostamat lieriömäiset matot.
Jokaisen tämän tyyppisen madon geometria liittyy omiin teknisiin menetelmiinsä.
Lieriömäisten matojen leikkauskierrokset voidaan tehdä eri tavoilla valmistusasteesta ja kovuudesta riippuen. Yksikössä ja matalalla sarjatuotantoa matot, joita ei ole lämpökäsitelty tai lämpökäsitelty HR C e 38:n kovuudeksi, leikataan profiilileikkureilla, kiekko- tai sormileikkureilla sekä sarja- ja massatuotanto- pyörremenetelmä tai plastinen muodonmuutos. Kovuuteen HR C e 51 ja enemmän kovetetuille matoille kierrosten työpintojen viimeistely on hionta.
Lieriömäisten kierukkapyörien geometrian tärkein teknologinen piirre, joka erottaa ne muun tyyppisistä hammaspyöristä, on se, että työkalun tuotantopintojen (kierukkaa tuottavien) on oltava kierukkapyörän hampaita leikattaessa vierintämenetelmällä yhteen tai tietyllä tavalla eroavat hieman itse madon työpinnoista. Sellaisena työkaluna käytetään yleensä kierukkaleikkureita, jotka ovat lieriömäisiä kierteitä, joiden käännökset leikkaavat kierteiset urat muodostaen leikkausreunoja ja yläpintojen sivupinnoilla ja pinnoilla on takat muodostavat takaleikkauskulmat. Samanaikaisesti leikkurin leikkuureunojen tulee olla vaaditun tyyppisen madon kuvitteellisella pinnalla.
Madot ja matopyörät ovat itsessään vallankumouksellisia kappaleita ennen kytkentäelementtien muodostumista, ja niiden valmistuksessa käytetään tavanomaisia prosessointimenetelmiä.
Lieriömäisten matojen kierrosten käsittely
Lieriömäisten matojen leikkaaminen profiilileikkureilla
sorveilla
Archimedes-mato Z A:lla on suora käännösprofiili AA:n aksiaalisessa osassa (kuva 3.4) ja kaareva profiili normaaliosassa. Kelan päätyosa on Archimedean spiraali. Involuuttinen mato Z Kuvion 1 käännöksen profiili on suora poikkileikkauksessa, jonka taso tangentti on pääsylinteriä ja kaareva profiili normaalileikkauksessa; loppuosa - involuutio. Kierteinen matokela ZN 1 on suora profiili räjähdysaineosassa , kohtisuora silmukka, matosilmukka ZN 2 - osassa BB , kohtisuorassa onteloon ja madon käännökseen nähden ZN 3 - osissa GG , kohtisuorassa silmukan linjoihin nähden. Kaikilla kierteillä on kaareva kelaprofiili aksiaalisessa osassa AA ja pitkänomainen tai lyhennetty kierre päätyosassa.
Riisi. 3.4. Lieriömäisten matojen osat: AA - aksiaalinen, BB - poikkileikkaus, joka on normaali syvennyksen suhteen; BB - kelaan nähden normaali leikkaus; GG - osa normaalia silmukan linjoille
Teknologisesti edistyneimmät madot Z Ja jonka käsittely sorvissa ei käytännössä eroa puolisuunnikkaan muotoisella kierteellä varustettujen ruuvien käsittelystä. Leikkuri asennetaan siten, että sen leikkuureunat ovat madon aksiaalitasossa. Kaksipuolisen leikkurin asennus suoralla profiililla on esitetty kuvassa. 3.5. Tätä langan katkaisumenetelmää voidaan suositella vain matoille, joilla on pieni lankalinjan nousukulma vasemman ja oikean puolen leikkausolosuhteiden erojen vuoksi. Matojen hienoleikkaukseen Z Ja silmukkalinjan korkeuskulmalla jopa 10° Käännön vasemman ja oikean puolen käsittelyä suositellaan erikseen yksipuolisilla leikkurilla.
Yksipuolisten terien asennus on esitetty kuvassa. 3.6. Kun madon kierroksia leikataan yksipuolisella leikkurilla, ontelon molempien puolien vaihtoehtoinen käsittely yhdellä leikkurilla on mahdollista kiertämällä matoa.
|
|
|
|
|
Riisi. 3.5. Kaksipuolisen leikkurin asennuskaavio matoa Z A leikattaessa |
Riisi. 3.6. Yksipuolisten jyrsinten asennuskaavio matoa Z A leikattaessa |
Leikkurin asennuskaavio tyyppien ZN 1 ja ZN 2 katkaisumatoille on esitetty kuvassa. 3.7, 3.8.
Kierrematot (ZN 1 ja ZN 2) leikataan siististi yhdellä tai kahdella leikkurilla, joissa on suorat leikkuureunat ja jotka sijaitsevat matoa ZN 1 varten (kuva 3.7) silmukan normaaliosassa ja matoa ZN 2 varten (kuva 3.8). ) ontelon normaalissa osassa. GOST 19036 - 73 mukaisen kääntöprofiilin kulmat a nT ja kaukalon normaalissa poikkileikkauksessa a nS otetaan samoiksi, 20°.
Leikkurin asennus poikkileikkaukseltaan suoran profiilin, normaaliprofiilin, kierukkakierteen ZN 3 katkaisemiseen on sama kuin ZN 2 kierteen katkaisussa.
Kierukkamatoa ZI leikattaessa suoraprofiiliset leikkurit asetetaan siten, että leikkuureunan läpi kulkeva vaakataso on pääsylinterin tangentti. Leikkurien asennus evoluutiomatoja leikattaessa on esitetty kuvassa
riisi. 3.9, 3.10.
|
|
|
|
|
Riisi. 3.9. Leikkureiden asennuskaavio oikean maton leikkaamiseen ZI |
Riisi. 3.10. Leikkureiden asennuskaavio vasemman madon ZI leikkaamiseen |
Lieriömäisten matojen leikkaaminen jyrsimällä
Jyrsintä suoritetaan kierrejyrsinnässä, hammaspyörien jyrsinnässä tai erikoiskoneilla jyrsintää varten. Työkaluina käytetään kiekko- tai sormileikkureita. Jyrsintä on tuottavampaa kuin talttaleikkaus.
Kaikkien tyyppisten esileikkausmatojen jyrsimet valmistetaan puolisuunnikkaan muotoisella profiililla. Hienojyrsintään tai käännösten hiontaan erikoisleikkurin, jossa on kaarevat leikkuureunat, on vastattava kutakin standardikokoa.
Leikkausmatoja kiekkojyrsijöillä käytetään pääasiassa madojen kierrosten karkeajyrsimiseen, matot eivät ole tarkempia kuin 9. tarkkuusaste.
Käytettäessä levyjyrsimiä, joissa on suorat leikkuureunat ja jyrsimen akselin sijainti kulmassa g (kuva 3.11) matoakseliin nähden, voidaan jyrsiä puhtaiksi vain ZK 1 -tyyppiset matot, joiden generatriisit kierteiset pinnat eivät ole suoria viivoja.
ZI- ja ZN-matojen tuotannon helpottamiseksi on sallittua käyttää suoraprofiilisia leikkureita edellyttäen, että tuloksena oleva virhe madon profiilissa on pienempi kuin viimeistelyyn jätetty toleranssi.
Jyrsintämenetelmällä prosessoidaan alustavasti ZT 1 -tyyppisten koveroiden profiilien matojen kierrokset (toruksen muodostamat lieriömäiset matot, joiden akseli risteää generoivan toruksen akselin kanssa kulmassa, joka on yhtä suuri kuin madon käännöksen nousukulma) , ZT 2 (sylinterimäinen, muodostuu toruksesta, jonka akseli ylittää toruksen muodostavan akselin kulmassa, jossa yksi madon pääpinnan litteistä osista on ympyrän kaari, joka osuu yhteen generaattorin generaattorin kanssa torus) . Työkaluna käytetään vuoristopintaista lautasleikkuria.
Sormijyrsimiä käytetään suurten matojen kierrosten jyrsimiseen, kun muuta työkalua ei voida käyttää.
Vinotus rullaleikkureilla (käännösten pyörreleikkaus)
Tämä menetelmä koostuu matojen leikkaamisesta kääntämällä jatkuvalla valssauksella. Työkaluna käytetään spiraalista tai kierteistä evoluuttista leikkauspyörää (muistuttaa hammaspyöräleikkuria). Pakotettu kinemaattinen yhteys suoritetaan madon pyörimisen ja leikkurin välillä. Leikkaussyöttö tapahtuu kierukkatyökappaleen (tai jyrsimellä varustetun tuen) aksiaalisen liikkeen seurauksena ja leikkurin synkroninen lisäkierto (kuva 3.12). Matojen leikkaaminen hiihtomenetelmällä voidaan suorittaa erikoiskoneilla (malli EZ-10A) tai hobbing-koneilla, joissa on tangentiaalinen syöttö. Leikkurin geometriasta ja teroituksesta sekä madon ja leikkurin suhteellisesta asennosta riippuen voidaan käsitellä eri geometrisia matoja (arkimedelainen, konvoluutti, involuutti).
|
|
Riisi. 3.12. Madon leikkaaminen skiving-menetelmällä |
Lämpökäsittelylle altistetuille matoille leikkaaminen on esioperaatio, joka suoritetaan jauhatusvaralla.
Madon kierrosten pyörittäminen.
Valssaus on tuottavin ja vähiten materiaaliintensiivinen prosessointimenetelmä. Valssaus suoritetaan telavalssauskoneilla (myllyillä). Madot сm< 3 мм накатывают на двухроликовых станках в холодном состоянии, а приm ³ 3 мм – на трехроликовых станках, нагревая заготовку обычно с помощью ТВЧ. Принципиальная схема накатных станков показана на рис.3.13.
|
|
|
|
|
Riisi. 3.13. Kaaviokaaviot koneet matojen pyörittämiseen: a) - kolmirullainen; b) - kaksirullainen; 1 - tyhjä; 2 - liikkuva rulla; 3 - tukiveitsi; 4 - kiinteä rulla |
||
Kylmävalssaamalla saatujen matojen ruuvipintojen mittojen (mm) poikkeamat (m = 1 ... 2 mm) ovat seuraavat:
Askel askeleelta …………………………………………………………………………… .0,015
Hampaan paksuuden mukaan jaon halkaisijassa …………………………… .0,02 - 0,03
Kierukkasilmukan säteittäisessä iskussa suhteessa keskiakseliin ... 0,1 - 0,25
Syvennysten halkaisijan vaihteluilla ................................................ ................................... 0,05
Jos keskireiät työstetään valssauksen jälkeen, pohjaa työkappale työprofiileissa säteittäinen poisto voidaan pienentää 0,04 - 0,08 mm:iin. Siten kylmävalssaamalla voit saada matoja, jotka vastaavat 8. tarkkuusaste ja joillekin parametreille - 7. tarkkuusaste.
Kuumavalssauksella saadut matojen kierteisten pintojen mittojen (mm) poikkeamat ovat seuraavat:
Askel askeleelta ………………………………………………………………… 0,03 - 0,05
Hampaan paksuuden mukaan jaon halkaisijassa ……………………………. 0,03 - 0,05
Kierukkakäämin säteittäisellä iskulla keskiakseliin nähden ... .0,3 - 0,8
Kansien halkaisijan vaihteluiden mukaan enintään ......................
Kaukaloiden halkaisijan vaihteluiden mukaan m< 5 мм, не более……………………0,1
Madon kierrosten sivupintojen hionta
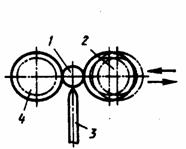
Arkhimedeolaisten, involuuttien ja kierteisten matojen käämien hionta suoritetaan yleensä levylevyt kaarevilla generatrixeilla leikkausosa, joka saadaan pukemalla ympyrät erityisellä laitteella. Tässä tapauksessa pyörän akseli muodostaa kulman g hiottavan madon akselin kanssa (kuva 14).
Lieriömäisille matoille ZA, joissa on suoraviivaisella generaattorilla varustettu kiekkolevy, hionta voidaan suorittaa vain 8-9:nnen tarkkuusasteen matoilla profiilin merkittävien vääristymien vuoksi.
Evoluuttisten matojen geometrian ominaisuus on kyky hioa niiden kierroksia ympyröillä, joissa on kartiomaisten pintojen suoraviivaiset generatriisit, jotka ovat yhtäpitäviä kierteisen madon kierteisen pinnan generatriisien kanssa (kuva 3.15). Tällä hiontajärjestelmällä pyörän akseli on yhdensuuntainen madon akselin kanssa.
Kuvassa 3.16 esittää kaavion kupin ympyräkartion generatrixin evoluuttisen madon hiomisesta. Kierteen kumpikin puoli hiotaan erikseen pyörää asetettaessa. Hiottaessa kierteisen madon kierroksia pyörän päätytasolla, hiotaan kumpikin puoli erikseen. Tällä hiontajärjestelyllä olevan pyörän päätytason tulee olla tasossa, joka on kuvitteellisen hammastangon hampaan sivupuoli, joka kytkeytyy kierreruuviin.
Kuvassa 3.17 näyttää kaavion Arkhimedeen madon hiomisesta kupin kartiomaisella pyörällä. Hiomalla kuppikartiolaikalla kartion suoralla generaattorilla voit varmistaa profiilin tarkkuuden 8-9 tarkkuusasteen sisällä.
Hiottaessa kuppilaikalla, jossa on pyörän kartiomaisen osan suoraviivainen generatriisi, käännöksen profiili on lähempänä Arkhimedeen spiraalia kuin kiekkolaikalla hiottaessa. Hiottavan madon tarkan profiilin saamiseksi hiomalaikan viimeistely on suoritettava käyrää pitkin.
Suurikokoiset Archimedes- ja kierrematot (m> 25) hiotaan sormiprofiilipyörillä varmistaen samalla tarkkuuden 8-9 (kuva 3.18).
Varaston koko kierrosten sivupintojen hiontaan on annettu-välilehti. 3.1. Taulukon mukaiset suuret lisäykset on kohdistettu vähemmän jäykillematoja, sekä tapauksissa, joissa merkittävä demuodostumia mekaanisen tai lämpökäsittelyn aikana: matoille, minulla onleikkausurat työkalun ulostuloa varten; matoille, sivupinnatjoiden kierrokset saadaan plastisilla muodonmuutosmenetelmillä; varten cherkauhat, joissa on suurempi laakeriväli tai esillätoistuva lämpökäsittely jne.
Taulukko 3.1
Sylinterimatojen kierrosten sivupintojen hiontavaran koko (sivua kohden), mm
|
m, mm |
Ulokkeiden halkaisija d a 1, mm |
||||
Tarkkuusmatojen valmistuksessa niiden alustavan leikkaamisen jälkeen ennen hiiletystä ja kovettumista suoritetaan kierrosten ensimmäinen hionta, mikä varmistaa vähimmäismäärän ja tasaisen varauksen seuraaville toiminnoille. Lämpökäsittelyn jälkeen suoritetaan useita hiontatoimenpiteitä, joissa välivaiheessa palautetaan teknologiset perustat ja poistetaan jäännösjännitykset pitämällä matoa useita tunteja kuumennetussa öljyhauteessa. Loppuhionta suoritetaan lämpövakioolosuhteissa tarkkuuslaitteilla.
Madon lakkaus ja kiillotus
Kierrosten pinnan epätasaisuuksien vähentämiseksi matot läpäisevät ja kiillotetaan. Lippaus suoritetaan erikois- tai yleissorveilla. Kierteenä käytetään valurauta- tai tekstioliittikierukkapyörää, joka asennetaan koneen tukeen kiinnitetylle akselille ja kytketään pyörivään kierteeseen. Kierrosten käsittelemiseksi koko madon pituudella tuen on liikuttava edestakaisin matoa pitkin. Kierros hidastetaan hieman erikoislaitteella ja hankaava seos syötetään tarttumisvyöhykkeelle, joka sisältää: elektrokorundi, jonka raekoko on 5 - 32 (4%), krookus (4%), parafiini (2%) ja moottoriöljy (90 %). Metallinpoisto läppäyksen aikana ei saa ylittää 0,01 - 0,02 mm. Käsittelyaika on 2-5 minuuttia. Lippausprosessia ei tule käyttää matojen profiilin ja nousun epätarkkuuksien korjaamiseen.
Raskaasti kuormitettujen vaihteiden kierukkakierrokset on kiillotettu saavuttamiseksi minimikorkeus epäsäännöllisyyksiä. Kiillotus suoritetaan nopeasti pyörivällä huovalla tai huopapyörällä, joka on karikaturoitu kiillotuspastalla. Huopapyörää siirretään väkisin pitkin hitaasti pyörivän madon kierteistä uraa. Viimeistelykiillotus suoritetaan kangaslaikalla, jossa on kiillotuspasta.
Kierukkapyörien hampaiden leikkaaminen
Kierukkapyörien työstyksellä ennen hammaspyörän leikkausta ei ole mitään perustavanlaatuista erityispiirrettä verrattuna tämän luokan tavallisten pyöreiden osien käsittelyyn.
On kaksi tapaa leikata kierukkapyörän hampaita hobbing-koneissa:
1) kierukkaleikkurit, joissa on työkalun radiaalinen tai aksiaalinen syöttö;
2) aksiaalisyötöllä varustetuilla purevilla tai monihampaisilla leikkurilla.
Molemmissa menetelmissä työkalun leikkuureunojen tulee toistaa avaruudessa tuottavan kierukan pinta, joka on kosketuksessa leikattavan kierukkapyörän kanssa samalla keskipisteen etäisyydellä kuin työkierukan kanssa.
Ero nimellistyökalun valmistuskierukan ja työkierteen välillä on kasvattaa (kaksinkertaisella säteittäisen välyksen määrällä) kärkien halkaisijaa ja kierrosten paksuuden taattua sivuttaista välystä. Lisäksi työkalukierukan kierrokset on pyöristettävä siirtymäkäyrien muodostamiseksi leikattavan kierukkapyörän hampaiden tyveen.
Kierukkapyörien hampaiden leikkaaminen keittolevyleikkureilla
Kun leikkaat pyöriä keittoleikkureilla, aksiaalinen syöttömenetelmä on suositeltava, koska säteittäinen syöttömenetelmä ei tarjoa täydellinen käsittely hampaiden pinnat ja samalla voi johtaa jälkimmäisten työpintojen osien liialliseen leikkaamiseen. Säteittäissyötössä hampaiden kylkipinnat saavat yleensä leikkauksen, jonka pintojen lukumäärä on yhtä suuri kuin leikkurin leikkuuhampaiden lukumäärä madon normaalin nousun pituudella.
Vaihteessa, jossa on radiaalisyötöllä leikatut kierukkapyörät, on käytännössä mahdotonta saavuttaa tarvittavaa kosketusnopeuksien tarkkuutta. Tällaiset vaihteistot vaativat pitkän sisäänajon, eivät kestä mitoituskuormitusta ja ovat alttiita jumiutumiselle.
Leikkaus suoritetaan jyrsimellä pienentämällä asteittain koneen keskipisteen etäisyyttä työkalun ja työkappaleen välillä. Menetelmä ontuottavin muihin verrattuna ja sitä käytetään sekä massa- että sarjatuotannossa (yhdessä tuotannossa leikkaus suoritetaan leikkurilla), tarjoaa 8. tarkkuusasteen pyörien leikkaamisen. Leikkaattaessa pyöriä monikierrosleikkureilla on välttämätöntä, että katkaisupyörän hampaiden lukumäärällä ja leikkurin kierrosten lukumäärällä ei ole yhteisiä tekijöitä, ja myös, että leikkurin urien lukumäärä ei ole monikertainen kierrosten määrä.
Leikkaus suoritetaan vakiokeskietäisyydellä ja työkalun syöttöliike suoritetaan liikuttamalla sitä akselia pitkin. Tällä syöttötavalla saavutetaan suurempi profiilin tarkkuus kuin säteittäisellä, se riippuu vain syöttömäärästä.
Ulkomuoto säteittäisellä syöttömenetelmällä työskentelyyn tarkoitettu liesileikkuri on esitetty kuvassa 3.19 a, ja työskentely aksiaalisyötöllä - kuvassa 3.19 b.
Jyrsinten aksiaalisella syötöllä, joissa on myös pieni määrä leikkaushampaita normaalin nousun pituudella, pyörien hampaiden sivupintojen fasetointi riippuu leikkurin aksiaalisyötöstä pyörän kierrosta kohti ja on yleensä käytännössä huomaamaton.
|
a) |
|
|
|
|
||
|
Riisi. 3.19. Kierukkaleikkuri kierukkapyörien leikkaamiseen |
||
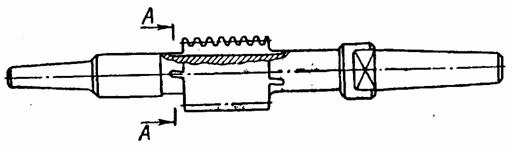
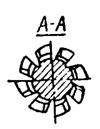
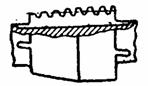
Leikkuuhampaiden, jotka aksiaalisyötön aikana ensimmäisinä pyörään leikautuvat, kuormittamiseksi leikkurin imuosa on kartiomainen (kuva 3.19). b). Imuosaa seuraa sylinterimäinen osa, jonka hampaat muodostavat kokonaan pyörien hampaiden pinnat. Kartioleikkurit pidentävät työkalun käyttöikää ja kestävyyttä. Viimeistelytyökalun kestävyyden lisäämiseksi sarjatuotannossa pyörät leikataan esileikkureilla ohennetuilla kierroksilla säteittäissyöttömenetelmällä ja puhdistetaan aksiaalisyötöllä varustetuilla leikkurilla.
Kierukkapyörien hampaiden leikkaaminen leikkurilla
Erityisen suurten kierukkapyörien valmistuksessa sekä yksittäis- ja pientuotannossa, kun ei ole mahdollista valmistaa kierukkaleikkureita kierukkapyörien leikkaamiseen, voidaan käyttää lentäviä teriä (kuva 3.20) tai monisäikeisten kierteiden kanssa. , leikkuupäät (kuva 3.21). Tässä tapauksessa hampaiden kylkipintojen täydelliseen muodostamiseen voidaan käyttää vain työkalun aksiaalista syöttöä sen liikkeellä leikkauksen alusta loppuun. Siksi on välttämätöntä, että tuurnalla on sellainen pituus, johon leikkuri asennetaan, jotta saadaan aikaan tarvittava leikkurin vetopituus. Leikkureiden leikkuureunojen muodon ja sijainnin tulee vastata leikkuupyörään kytkeytyvän madon kierteisen pinnan muodon ja muodon.
Joten Archimedean matoilla (ZA) jyrsimen leikkuureunat sijaitsevat työkalunpitimen aksiaalisessa tasossa, ja kierteiset matot ovat tasossa, joka on kohtisuorassa käännökseen tai onteloon nähden.
Madon pyörät suuret moduulit käsitellään peräkkäin useilla leikkurilla (kuva 3.22).
Parranajo matopyörän hampaat
Kierukkavaihteiden hampaiden ajo on viimeistelyoperaatio, ja sitä käytetään 6. tarkkuuden ja tarkempien pyöriin. Parranajo tehdään jyrsinnän jälkeen.
Matoparranajokone on mato, jonka pinnan geometria on täysin sama kuin työmadon kierrosten geometria. Parranajokone saavuttaa leikkausominaisuudet, koska kierrosten pinnalla on suuri määrä pieniä säteittäisiä uria.
Parranajo voidaan suorittaa kahdella tavalla: säteittäisellä syöttöliikkeellä välyksettömällä kytkennällä (lähestyen nimellistä keskietäisyyttä) ja pyöreällä syöttöliikkeellä. Molemmissa tapauksissa pyörän pyöritys tapahtuu pyörittämällä parranajokoneen leikkuria (pöydän käyttömekanismi ei toimi).
Kun ajetaan säteittäisellä syöttöliikkeellä, parranajokoneen kelan paksuuden on oltava yhtä suuri kuin pyörän juuren leveys. Kun parranajopyörää käytetään pyöreällä syöttöliikkeellä, parranajokoneen hampaan on tartuttava pyörään rakolla, jos nimellinen keskietäisyys on asetettu. Profiilin ajo johtuu siitä, että parranajokone ajaa (pyörittää) pyörän aihiota, mikä joissakin tapauksissa hidastuu. Yhden puolen käsittelyn jälkeen parranajokoneen pyörimissuunta muuttuu ja parranajokoneen toinen osa, jossa on hampaiden (lovien) vastakkainen suunta, suorittaa parranajon.
