Nogotkov O.F. Hammaspyörien mittausmitat - tiedosto n1.doc
Evoluutiohampaiden valmistuspintojen laadun tarkistamiseen sylinterimäiset pyörät Käytännössä kaksi ohjaustyyppiä on erittäin laajalti käytössä: koon mittaaminen teloilla (palloilla) ja yhteisen normaalin pituuden mittaaminen.
Koska tavallisen normaalin pituuden mittaamiseen riittää usein pelkkä nonierisatula, tämä hampaiden paksuuden säätömenetelmä on käytännössä helpommin saavutettavissa ja sitä käytetään laajalti, erityisesti yksittäisessä (korjaus)tuotannossa. hammaspyörät alhainen tarkkuusaste. Samalla on huomattava, että tämä ohjausmenetelmä on melko korkea tarkkuus johtuen osan suorasta mittausmenetelmästä, toisin kuin koon mittaaminen teloilla, jotka aiheuttavat ylimääräisen virheen toleransseillaan. Yhteisen normaalin pituus viittaa parametreihin, jotka kuvaavat sivuvälyksen normia vaihdejuna.
Harkitse ulkopuolista sitoutumista. Laskentaa säätelee GOST 16532-70. Mittaukset tehdään hampaiden normaalin (pystysuoran) pinnan tasossa. Kierrevaihteilla (etenkin suurilla kaltevuuskulmilla) laskelmien jälkeen on varmistettava, että pyörän kruunun leveys on "riittävä" mittauksen suorittamiseen.
Internetin laskennan yksinkertaistamiseksi sivustolta www.al-vo.ru löydettiin ohjelma, joka on suunniteltu taulukon muodossa MS Excel, jonka avulla voit nopeasti löytää sylinterimäisten hammaspyörien yhteisen normaalin pituuden, mukaan lukien kierrehammaspyörät, joissa on offset.
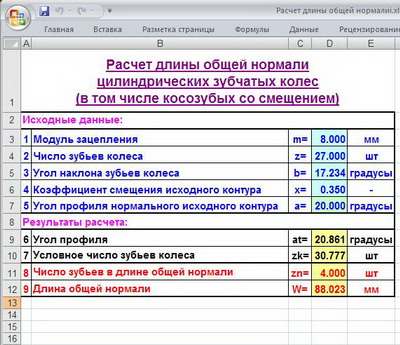
Tämä ohjelma on kätevä siinä mielessä, että sen avulla voit nopeasti "in kenttäolosuhteet", jos sinulla on älypuhelin tai tabletti, tarkista nykyisen vaihteen kenttämittausten tarkkuus, mukaan lukien mahdolliset siirtymät.
Jos työskentelet KOMPAS-3D, sitten laskettaessa kirjastossa "Akselit ja mekaaniset voimansiirrot 2D" saat automaattisesti yleisen normaalin pituuden laskennan tulosten perusteella.
Laskennan suorittamisen jälkeen sinun on noniersatulalla mitattava tuloksena olevan hampaiden lukumäärän kokonaisnormaalin pituus (useita kertoja ja eri ryhmissä) ja saatava laskettuja arvoja vastaavat arvot \u200b hyvin leikatulle pyörälle.
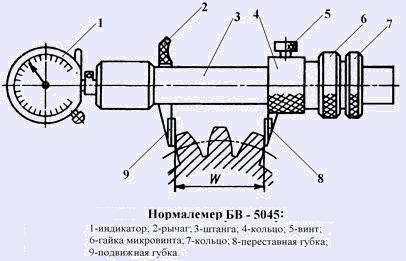
Ollakseni rehellinen, on mainittava, että yhteisen normaalin pituuden mittaamiseksi on olemassa erikoistyökalu-normaali mittari. Normaali mittari valmistetaan paksuuden tai mikrometrin pohjalta, ja se toimittaa jälkimmäiseen erityisillä sienillä ja kellomittarilla, jotka ovat käteviä mittausten suorittamiseen.
Hammaspyörien toleransseja säätelee GOST 1643-81. Toleranssit mukaan lukien on määritetty yhteisen normaalin pituudelle konjugaation tyypistä ja sivuvälyksen normista riippuen.
P.S. Viitekirjoissa ja GOSTissa tämä laskelma on kirjoitettu siten, että "sinun on käsiteltävä olutta kaksi päivää "hyppäämällä" pöydästä pöytään." Ilmeisesti tällaisissa tapauksissa kirjoittajat ovat aina tehneet tämän antaakseen itselleen "korkeimman tärkeyden ja merkityksen" ... Ja tavallisia opiskelijoita ja insinöörejä on "pelotettava" lukuisilla siirtymillä sivulta sivulle, jotta neljännellä tai viidennellä siirtymisellä uuteen taulukkoon tai kaavioon he unohtavat sen yleensä. Jos lisäämme kaiken loppuun jotain täysin kauheaa - kuten involuutti (tämä ei ole euroja tai dollareita, vaan sellainen toiminto), niin kaikki tehdään. Jokaista sataa koneinsinööriä kohden saamme yhden tai kaksi, joka ymmärtää vaihteita vähän! Ja jos joudut ääriviivojen siirtymien viidakkoon saadaksesi tiettyjä teho- tai laatumuutoksia, ota selvää, että Saksassa ja Japanissa ensin lasketaan ja optimoidaan vaihteisto ja sitten tehdään työkalu siihen ... Ja harkitsemme edelleen kaikki standardoidun työkalun alla - α = 20 ° .
n1.doc
Venäjän federaation opetusministeriö
UFIMSKY STATE AVIATION
TEKNINEN YLIOPISTO
MENETELMÄOHJEET
ja suunnittelun perusteet
Ufa 2004
Venäjän federaation opetusministeriö
UFIMSKY STATE AVIATION
TEKNINEN YLIOPISTO
Mekanismien ja koneiden suunnittelun perusteiden laitos
VAIHTEIDEN MITTAUKSET
MENETELMÄOHJEET
Koneenosien kurssisuunnitteluun
Ja suunnittelun perusteet
Ufa 2004
Kokoonpano: O.F. Nogotkov
UDC 621.833 (07)
34,445 BBK (97)
Hammaspyörien mittojen mittaus: Ohjeet koneenosien kurssisuunnitteluun ja suunnittelun perusteet / Ufimsk. osavaltio ilmailu tekniikka. un-t; Comp. O.F. Nogotkov. - Ufa, 2003. - 17 s.
Päähuomio kiinnitetään yleisimpiin hampaiden paksuuden säätelymenetelmiin valmistettaessa sylinterimäisiä ja viisteiset pyörät. Olemassa olevassa metodologinen kehitys tätä asiaa tarkastellaan vain yleisellä tasolla, ja hampaiden paksuutta ohjaavien mittamittojen laskeminen toleranssikentät huomioiden vaatii tiettyjä merkittäviä aikakustannuksia työskennellessäsi koneenrakentajien viitekirjojen kanssa.
Suunniteltu teknisten korkeakoulujen mekaanisten erikoisalojen opiskelijoille.
Il. 2. Bibliografia: 5 nimeä.
Arvostelijat: Cand. tekniikka. Tieteet, ass. Guryev B.I.
DR. tekniikka. tieteet, prof. Shuster L.Sh.
© Ufan osavaltio
Ilmailutekniikan yliopisto, 2004
1. Hammaspyörän mittojen mittaus 4
1.1. Jatkuva sointu 4
1.2. Tavallinen normaali pituus 5
1.3. Toleranssien mittaus hammaspyörille 7
2. Kartiohammaspyörien hampaan mittausmittojen laskemisen ominaisuudet 12
2.1. Ulkoinen vakiosointu 13
2.2. Ulkoisen vakiojänteen rajapoikkeamat 14
Viitteet 16
1. Hammaspyörän mittojen mittaus
Hammaspyörän valmistuksessa on tarpeen ohjata vastakkaisten (oikea ja vasen) hammasprofiilien suhteellista sijaintia, joka määräytyy hampaan paksuuden mukaan s ja riippuu siirtymäkertoimesta X. Suunnittelija valitsee jälkimmäisen saadakseen vaaditut lähetyksen laatuindikaattorit. Siirtymäkertoimen arvon suora säätö on kuitenkin vaikeaa, joten sitä ohjataan epäsuorasti, jonkin mittaukseen sopivan koon mukaan riippuen X. Niin JQ kokoa kutsutaan mittaamalla.
1.1. Jatkuva sointu
Käytännössä ulkohampaisten lieriömäisten pyörien valmistuksessa on yleistä ja järkevää ohjata jatkuva sointu, koska sen koko ei riipu hampaiden lukumäärästä ja hammaslinjan kaltevuuskulmasta, ja laskentakaavat hammaspyörille ja kierteisille hammaspyörille ovat samat. Tämän mittausmenetelmän haittana on pyörän hampaan yläosan käyttö alustana.
Kuvassa 1 segmentti, joka yhdistää kaksi samaan samankeskiseen ympyrään kuuluvan vastakkaisen hammasprofiilin pistettä ja niihin piirrettyjä normaaleja jakoympyrän yhdestä pisteestä kutsutaan ns. jatkuva sointu .
Vakiojänteen arvo lasketaan suhteesta  ,
,
missä m– moduuli, mm; on alkuperäisen ääriviivan profiilikulma, joka on otettu standardin GOST 13755-81 mukaisesti = 20 0 .
Korkeus pyörän hampaan yläosasta vakiojänteeseen
,
tässä d a- hampaiden yläosien ympyrän halkaisija, mm; d– .
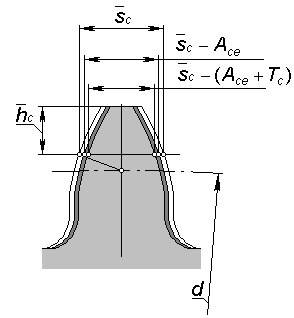
Riisi. yksi
Mittojen mittaamiseen ja  vaaditaan tangentiaalinen hammastusmittari tai erityinen malli, jonka mittauspinnat koskettavat hammasprofiilien pintaa.
vaaditaan tangentiaalinen hammastusmittari tai erityinen malli, jonka mittauspinnat koskettavat hammasprofiilien pintaa.
1.2. Tavallinen normaali pituus
Tangentti pohjaympyrään Hammaspyörä, joka ylittää z w sen hampaat ja on normaali molemmille äärimmäisille involuutioille, ns yleinen normaali.
Lieriömäisen pyörän hampaiden vastakkaisten sivupintojen välinen etäisyys näiden pintojen yhteistä normaalia pitkin on ns. yhteinen normaali pituus W (Kuva 2).
Yhteisen normaalin pituus ei riipu siitä, missä hammasprofiilien kohdissa tämä normaali leikkaa kaksi vastakkaista involuuttia. Muutos yhteisen normaalin pituudessa on verrannollinen alkuperäisen ääriviivan siirtymän muutokseen xm hammaspyörän leikkuutyökalu. Tärkeää on myös koon valvonta w ei liity apualustaan mittaustyökalun kiinnitystä varten.
Esitetyt yhteisen normaalin ominaisuudet osoittavat edun tätä menetelmää pyörän hampaiden paksuuden säätö. Tämä koko voidaan mitata jarrusatulalla, mikrometrillä, erityisellä rajakiinnikkeellä. 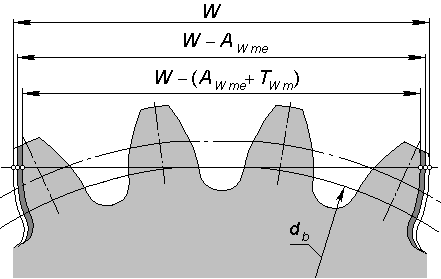
Riisi. 2
Yleisen normaalin pituus sylinterimäisille pyörille, joissa ulkoiset suorat hampaat lasketaan seuraavalla kaavalla [ 2 ]
,
missä m– moduuli, mm; a on alkuperäisen ääriviivan profiilikulma standardin GOST 13755-81 mukaisesti a = 20 0 ; z w on hampaiden lukumäärä yhteisen normaalin pituudessa; x– siirtymäkerroin; z- ohjatun pyörän hampaiden lukumäärä; inv a - evoluutiokulma, joka vastaa profiilikulmaa a hammaspyörille inv
a =
tg
a -
a .
Yleisen normaalin pituus sylinterimäisille pyörille, joissa on ulkoiset kierrehampaat lasketaan vastaavalla kaavalla
,
missä m n– normaali moduuli, mm;
 , ja alkuperäisen ääriviivan profiilin päätykulma
, ja alkuperäisen ääriviivan profiilin päätykulma  . Täällä
- hammaslinjan kaltevuuden jakokulma, joka on määritetty hammaspyöräpiirustuksessa.
. Täällä
- hammaslinjan kaltevuuden jakokulma, joka on määritetty hammaspyöräpiirustuksessa.
Kierukkavaihteessa yhteisen normaalin pituus mitataan hammaslinjan pääkaltevuuskulmasta b pyörän päätyyn ja mittausmahdollisuus tarkistetaan riittävällä hammaspyörän leveydellä b ehdon mukaan
b і w synti b ,
missä synti b= sin·cos.
Hampaiden lukumäärä yhteisen normaalin pituudessa z w suorahampaisten lieriömäisten pyörien on täytettävä ehto  ,
,
kun  ,
,  ,
,
Täällä a- profiilikulma hampaiden yläosien ympyrän pisteessä; l- profiilikulma rajapisteessä.
Pienille harhatekijöille ( x 1) määrittää z w Voit käyttää yksinkertaistettua kaavaa 
pyöristämällä saatu arvo lähimpään kokonaislukuarvoon.
1.3. Toleranssien mittaus hammaspyörille
Yllä käsitellyt kaavat lieriömäisten hammaspyörien nimellismittojen laskemiseksi takaavat pyörien välyksettömän kytkeytymisen vaihteeseen. Oikeilla vaihteilla, taattu sivuväli hampaiden juuttumisen eliminoimiseksi kuormituksen alaisena käytön aikana voimansiirron osien lämpötilan muodonmuutosten seurauksena sekä voiteluaineen kerroksen sijoittamiseksi hampaiden työprofiileihin. Kytkimen sivuvälys on myös välttämätön kompensoimaan vaihteen valmistuksessa ja asennuksessa tapahtuneita virheitä. Se määräytyy pääasiassa keskietäisyyden arvon perusteella a w voimansiirto ja paksuus s pyörän hampaat.
Vakio evoluutiovaihteille sylinterimäiset vaihteet(GOST 1643-81) määritti kahdeksan tyyppistä toleranssia sivuvälille: h, d, c, b, a, z, y, x(toleranssimerkinnät on järjestetty toleranssiarvon nousevaan järjestykseen). Tapaamisen perustana on taatun sivuvaran hyväksytty arvo konjugaatiotyyppi hammaspyörät. Sama standardi tarjoaa kuusi tyyppistä pariliitosta: H- nollavara E-pieni väli C ja D- pienentynyt välys B- normaali välys A- lisääntynyt ero. Katso Kaverit H, E ja Kanssa vaativat suurempaa tarkkuutta hammaspyörän hampaiden valmistuksessa. Niitä käytetään käännettäville vaihteille, joilla on korkeat vaatimukset vaihteiston kinemaattiselle tarkkuudelle, sekä hammaspyörien akselien vääntövärähtelyissä. Useimmiten keskikokoisessa koneenrakennuksessa käytetään vaihteita, joilla on konjugaatiotyypit. AT ja Kanssa. Koska kunkin tyyppisen liitäntätyypin vaihteistolle ei ole asetettu erityisiä vaatimuksia, käytetään tietyntyyppistä sivuvälin toleranssia, joka on merkitty pienellä kirjaimella, joka on samanlainen kuin liitäntätyypin kirjain (esim. MUTTA- a, AT - sisään, Kanssa - kanssa jne.).
Hammaspyörän mittauskoon toleranssikenttä on aina suunnattu hampaan runkoon, joten mittauskoon rajapoikkeamilla (ylempi ja alempi) on aina negatiiviset arvot [1].
1.3.1. Rajoita hampaan vakiojänteen poikkeamia. Arvojen laskeminen rajapoikkeamia vakion sointujen koko suoritetaan seuraavassa järjestyksessä:
- määritä (tai hyväksy hammaspyörän piirustuksen mukaan) hampaiden yläosien halkaisijan toleranssikenttä Ilmoitus a suosituksen mukaan: tarkkuusasteella 7 - h 10, tarkkuusasteella 8 - h 11, tarkkuudella 9 - h 12;F r ;
Taulukon mukaan 2 määrittää hampaan paksuuden pienin (ylempi) poikkeama MUTTA se ;
Taulukon mukaan 3 määrittää hampaan paksuuden toleranssi T kanssa ;
Sitten lasketaan hampaan paksuuden suurin (alempi) poikkeama ( MUTTA se + T kanssa);
Vaihdevanteen parametritaulukon ohjauskompleksissa tallennetaan vakiojänteen paksuuden koon arvo 
pöytä 1
| F r, µm |
|||||
| Tarkkuusaste | Moduuli m, mm | Jakoympyrän halkaisija, mm |
|||
| St. 12 50 asti | St. 50 125 asti | St. 125 280 asti | St. 280 560 asti |
||
| 7 | 1-2 St. 2 - 3.55 St. 3.55-6 St. 6-10 | 30 | 38 | 48 | 63 |
| 8 | 1-2 St. 2 - 3.55 St. 3.55-6 St. 6-10 | 38 | 48 | 60 | 75 |
| 9 | 1-2 St. 2 - 3.55 St. 3.55-6 St. 6-10 | 48 | 60 | 75 | 95 |
taulukko 2
| Pariliitoksen tyyppi | | Jakoympyrän halkaisija, mm |
|||||
| 80 asti | St. 80-125 | St. 125-180 | St. 180-250 | St. 250-315 | Aurinko. 315-400 |
||
| Poikkeama MUTTA se, µm |
|||||||
| D | 7 | 38 | 45 | 50 | 60 | 65 | 70 |
| 8 | 40 | 48 | 55 | 63 | 70 | 80 |
|
| C | 7 | 60 | 70 | 80 | 90 | 100 | 110 |
| 8 | 65 | 75 | 85 | 100 | 120 | 125 |
|
| 9 | 70 | 80 | 95 | 110 | 125 | 130 |
|
| B | 7 | 95 | 110 | 125 | 150 | 170 | 180 |
| 8 | 100 | 125 | 140 | 160 | 180 | 200 |
|
| 9 | 120 | 130 | 150 | 170 | 200 | 220 |
|
Taulukko 3
| Toleranssi, hammaspyörän säteittäinen poisto F z, µm | Hampaiden parituksen tyyppi |
||||
| H, E | D | C | B | A |
|
| Sivuvälin toleranssityyppi |
|||||
| h | d | c | b | a |
|
| Toleranssi T kanssa, µm |
|||||
| St. 25-32 | 38 | 48 | 60 | 75 | 95 |
| St. 32-40 | 42 | 55 | 70 | 85 | 110 |
| St. 40-50 | 50 | 65 | 80 | 110 | 130 |
| St. 50-60 | 60 | 75 | 95 | 120 | 150 |
| St. 60-80 | 70 | 90 | 110 | 130 | 180 |
| St. 80-100 | 90 | 110 | 140 | 170 | 220 |
| St. 100-125 | 110 | 130 | 170 | 200 | 260 |
| Huomautus. Jos hyväksytty sivuvälin toleranssityyppi ei vastaa parittelutyyppiä (esim. AT -a), sitten toleranssit T kanssa valitaan sivuvälin toleranssin tyypin mukaan. |
|||||
Rajoita yhteisen normaalin pituuden poikkeamia . Yhteisen normaalin pituuden rajapoikkeamat lasketaan seuraavassa järjestyksessä:
 .
.Taulukon mukaan 1 määritä hammaspyörän säteittäisen ulosajon toleranssi F r ;
Taulukon mukaan 4 määrittää yhteisen normaalin keskipituuden pienin poikkeama MUTTA W minä(termi minä) ;
Taulukon mukaan 5 määritä pienin poikkeama MUTTA W minä(termi II);
Laske yhteisen normaalin keskipituuden pienimmän (ylemmän) poikkeaman arvo MUTTA wme termien arvojen summana minä ja II;
Taulukon mukaan 6 määrittelee yhteisen normaalin keskipituuden toleranssin T W m, riippuen rengashammaspyörän säteittäisen juoksun toleranssista F r(katso taulukko 1);
Yhteisen normaalin pituuden koon alempi poikkeama lasketaan ylemmän poikkeaman arvojen ja yhteisen normaalin pituuden toleranssikentän summana ( MUTTA W minä + T W m);
Hammaspyörän piirustuksen hammaspyörän parametrien taulukossa koko on merkitty  .
.
Taulukko 4
| Näytä hampaiden konjugaatio | Pyörän halkaisija, mm |
||||||||||||
| Tarkkuusaste sileysnormien mukaan | St. 12 20 asti | St. 20-32 | St. 32-50 | St. 50-80 | St. 80-125 | St. 125-180 | St. 180-250 | St. 250-315 | St. 315-400 |
||||
| Pienin poikkeama MUTTA W minä(termi I), µm |
|||||||||||||
| Kanssa | 3 – 6 | 50 | 50 | 50 | 50 | 60 | 70 | 80 | 90 | 95 |
|||
| AT | 3 – 6 | 80 | 80 | 80 | 80 | 95 | 110 | 125 | 140 | 160 |
|||
| MUTTA | 3 – 6 | 130 | 130 | 130 | 130 | 150 | 170 | 200 | 220 | 240 |
|||
Taulukko 5
Taulukko 6
| Yleisen normaalin keskipituuden toleranssit T W m |
||||||||
| Konjugaatiotyyppi hampaat | Sivuvälin toleranssityyppi | Rengasvaihteen säteittäisen ulostulon toleranssit F r, µm |
||||||
| St. 25-32 | St. 32-40 | St. 40-50 | St. 50-60 | St. 60-80 | St. 80-100 | St. 100-125 |
||
| Toleranssit T wm |
||||||||
| EI | h | 22 | 24 | 26 | 28 | 32 | 38 | 45 |
| D | d | 30 | 34 | 38 | 42 | 50 | 60 | 70 |
| C | c | 42 | 48 | 56 | 63 | 75 | 90 | 105 |
| B | b | 56 | 63 | 70 | 85 | 100 | 120 | 140 |
| A | a | 71 | 85 | 100 | 120 | 140 | 160 | 190 |
| - | z | 95 | 110 | 125 | 140 | 170 | 200 | 250 |
| - | y | 125 | 150 | 170 | 190 | 210 | 260 | 320 |
| - | x | 150 | 170 | 200 | 220 | 280 | 340 | 420 |
2. Kartiohammaspyörän hampaan mittausmittojen laskemisen ominaisuudet
Viistepyörän vastakkaisten (oikea ja vasen) hammasprofiilien keskinäinen sijoittelu määrittää hampaan paksuuden pyörän ulommassa (lisä)kartiossa, joka riippuu siirtymäkertoimesta X e ja hampaan arvioidun paksuuden muutoskerroin X .
Kartiohammaspyörän siirtymäkertoimet vaikuttavat merkittävästi hammaspyörän geometriaan ja laatuindikaattoreihin (hampaiden kosketus- ja taivutuslujuus, niiden kulutuskestävyys jne.). Kartiovaihteiden järkevien siirtymäkertoimien valinta on yksi tärkeimmistä vaiheista hammaspyörän suunnittelussa. On järkevintä tuottaa se sulkupiirien avulla [4].
Käytännössä kartiovaihteissa välityssuhteella u1 vaihde suositellaan positiivisella siirrolla X e 1, taulukon mukaan. 7 ja pyörä, jolla on sama negatiivinen arvo ( X e 2 = - X e 1).
Lähetyksiä varten u ja z 1 eroaa taulukossa esitetyistä. Kuviossa 7 bias-kertoimet pyöristetään ylöspäin.
Taulukko 7
| Hammaspyörän hampaiden lukumäärä z 1 | Siirtymäkerroin X e 1 klo välityssuhde u |
|||||||||
| 1 | 1,12 | 1,25 | 1,4 | 1,6 | 1,8 | 2 | 2,5 | 3,15 | 4 |
|
| 12 | - | - | - | - | - | - | - | 0,50 | 0,53 | 0,56 |
Asentamalla koneeseen hammaspyöräjyrsimet on mahdollista muuttaa katkaisupyörän hampaan paksuutta poikkeamasta riippumatta ( x e m) laskettua arvoa vastaan. Tätä menetelmää käytetään pääasiassa nollavaihteissa: heikentämällä vahvempaa hammasta voidaan vahvistaa vähemmän kestävää ja siten lisätä koko vaihteen kantavuutta. Tällä tavalla yhden voimansiirtopyörän hampaan liiallinen teroitus vältetään.
Arvioidun hampaan paksuuden muutoskertoimen valitsemiseksi suositellaan [5] empiiristä kaavaa
Suora kartiohammaspyörän hampaiden paksuuden tai kertoimien mittaus X ja X on vaikeaa, tähän tarkoitukseen on helpompi käyttää mitä tahansa kätevästi mitattuja mittoja ja niiden avulla epäsuorasti tarkistaa hampaan paksuus. Tällainen kartiomainen kartiopyörien mittauskoko on vakiojänteen koko mitattuna tangentiaalisella vaihteistomittarilla tai hampaan ulkopäässä (lisäkartiolla) olevalla erikoiskiinnikkeellä (malli).
2.2. Rajoita ulkoisen vakiojänteen poikkeamia
Hampaan vakiojänteen koon enimmäispoikkeamien laskeminen suoritetaan seuraavassa järjestyksessä:
Laske (tai ota pyörän parametritaulukosta) keskimääräinen nousuhalkaisija  ;
;
- laskea hampaan vakiojänteen pienin poikkeama  hampaan keskimääräisessä leikkauksessa kahden tekijän tulona: tarkkuusasteen pienin poikkeama 7- H(taulukko 8) ja korjauskerroin Vastaanottaja 1 (taulukko 9) säädetyn pyörän todelliselle tarkkuusasteelle;
hampaan keskimääräisessä leikkauksessa kahden tekijän tulona: tarkkuusasteen pienin poikkeama 7- H(taulukko 8) ja korjauskerroin Vastaanottaja 1 (taulukko 9) säädetyn pyörän todelliselle tarkkuusasteelle;
Taulukko 8
| Keskimmäinen moduuli m m, mm | Keskimääräinen nousuhalkaisija d m, mm |
||||||||||
| 125 asti | St. 125 - 400 | St. 400 |
|||||||||
| Jakokartion kulma?, astetta |
|||||||||||
| 20 asti | St. 20-45 | St. 45 | 20 asti | St. 20-45 | St. 45 | 20 asti | St. 20-45 | St. 45 |
|||
| Pienin poikkeama E sc tutkinnolle 7 - H |
|||||||||||
| 1-3.5 St. 3.5 - 6.3 St. 6.3-10 | 20 | 20 | 22 | 28 | 32 | 30 | 36 | 50 | 45 |
||
Taulukko 9
| Tarkkuusaste sileysnormien mukaan | Hampaiden parituksen tyyppi |
|||||
| H | E | D | C | B | A |
|
| Kerroin Vastaanottaja 1 |
||||||
| 7 | 1 | 1,6 | 2 | 2,7 | 3,8 | 5,5 |
| 8 | - | - | 2,2 | 3 | 4,2 | 6 |
| 9 | - | - | - | 3,2 | 4,6 | 6,6 |
Mitattaessa hampaiden paksuutta hammaspyörän ulkopäässä, pienin (ylempi) poikkeama hampaan keskimääräisestä vakiojänteestä  lasketaan kaavan mukaan
lasketaan kaavan mukaan  ,
,
missä R e ja R m- vastaavasti vaihteen ulompi ja keskimääräinen kartioetäisyys;
Taulukon mukaan 10 määrittää kartiohammaspyörän ulostulotoleranssi F r ;
Taulukon mukaan 11 määrittää hampaan keskimääräisen pysyvän jänteen toleranssin  ;
;
Laske hampaan keskimääräisen vakiojänteen suurin (alempi) poikkeama ( ![]() );
);
Taulukko 10
| Tarkkuusaste | Keskipiirin moduuli m m, mm | Keskimääräinen nousuhalkaisija d m, mm |
||
| 125 asti | St. 125 - 400 | St. 400-800 |
||
| juoksun sietokyky F r , µm |
||||
| 7 | 1-3.5 St. 3.5 - 6.3 St. 6.3-10 | 36 | 53 | 63 |
| 8 | 1-3.5 St. 3.5 - 6.3 St. 6.3-10 | 45 | 63 | 80 |
| 9 | 1-3.5 St. 3.5 - 6.3 St. 6.3-10 | 56 | 80 | 100 |
Taulukko 11
| Sivuvälin toleranssityyppi | Rengaspyörän juoksun toleranssi F r, µm |
|||||
| St. 32 40 asti | St. 40 50 asti | St. 50 60 asti | St. 60 80 asti | St. 80 100 asti | St. 100-125 |
|
| Toleranssi  , µm , µm |
||||||
| h a | 42 | 50 | 60 | 70 | 90 | 110 |
Hammaspyörän vanteen parametritaulukkoon kartiohammaspyörän piirustuksessa hampaan vakiojänteen koko kirjataan muodon mukaan  .
.
Bibliografia
Toleranssit ja laskeutumiset. Hakemisto. 2 tunnissa Osa 2 / Ed. V.D. Myagkova. 5. painos, tarkistettu. ja ylimääräistä - L .: Mashinostroenie, 1978. - S. 545 - 1032.
Hakuteos geometrinen laskelma kierrevaihteisto ja matovaihteet/Toim. I.A. Bolotovski. - 2. painos, tarkistettu. ja ylimääräistä – M.: Mashinostroenie, 1986. – 448 s.
Tarabasov N.D., Uchaev P.N. Koneenrakennusrakenteiden osien ja komponenttien suunnittelu: käsikirja. - M.: Mashinostroenie, 1983. - 239 s.
Spurs kartiohammaspyörät: Hakemisto / I.A. Bolotovsky, B.I. Guriev, V.E. Smirnov, B.I. Shenderey. - M.: Mashinostroenie, 1981. - 104 s.
Hammaspyörät, kartiohammaspyörät suorilla hampailla. Geometrian laskenta. GOST 19624-74.
VAIHTEIDEN MITTAUKSET
MENETELMÄOHJEET
Koneenosien kurssisuunnitteluun
Ja suunnittelun perusteet
Toimittaja Sokolova O.A.
Allekirjoitettu julkaistavaksi 05.12.2004. Muoto 60x84 1/16
Offset-paperi. Painatus on tasainen. Times New Roman Cyr.
Tulos uuni l. Tulos kr. - Rev. Uh. - toim. L.
Levikkikopiot. Tilausnumero.
Toimitus- ja julkaisukompleksi USATU
450000, Ufa-keskus, st. K. Marksa, 12
Hammaspyörän pääympyrän tangentti, joka leikkaa z w sen hampaat ja on normaali molemmille äärimmäisille involuutioille, ns yleinen normaali.
Lieriömäisen pyörän hampaiden vastakkaisten sivupintojen välinen etäisyys näiden pintojen yhteistä normaalia pitkin on ns. yhteinen normaali pituus W (Kuva 2).
Yhteisen normaalin pituus ei riipu siitä, missä hammasprofiilien kohdissa tämä normaali leikkaa kaksi vastakkaista involuuttia. Muutos yhteisen normaalin pituudessa on verrannollinen alkuperäisen ääriviivan siirtymän muutokseen xm hammaspyörän leikkuutyökalu. Tärkeää on myös koon valvonta w ei liity apualustaan mittaustyökalun kiinnitystä varten.
Nämä yhteisen normaalin ominaisuudet osoittavat tämän menetelmän edun pyörän hampaan paksuuden säätöön. Tämä koko voidaan mitata jarrusatulalla, mikrometrillä, erityisellä rajakiinnikkeellä.
Yleisen normaalin pituus sylinterimäisille pyörille, joissa ulkoiset suorat hampaat lasketaan seuraavalla kaavalla [ 2 ]
missä m– moduuli, mm; a on alkuperäisen ääriviivan profiilikulma standardin GOST 13755-81 mukaisesti a = 20 0 ; z w on hampaiden lukumäärä yhteisen normaalin pituudessa; x– siirtymäkerroin; z- ohjatun pyörän hampaiden lukumäärä; inv a - evoluutiokulma, joka vastaa profiilikulmaa a hammaspyörille inv a = tg a - a .
Yleisen normaalin pituus sylinterimäisille pyörille, joissa on ulkoiset kierrehampaat lasketaan vastaavalla kaavalla
missä m n– normaali moduuli, mm;
 , ja alkuperäisen ääriviivan profiilin päätykulma
, ja alkuperäisen ääriviivan profiilin päätykulma  . Täällä
- hammaslinjan kaltevuuden jakokulma, joka on määritetty hammaspyöräpiirustuksessa.
. Täällä
- hammaslinjan kaltevuuden jakokulma, joka on määritetty hammaspyöräpiirustuksessa.
Kierukkavaihteessa yhteisen normaalin pituus mitataan hammaslinjan pääkaltevuuskulmasta b pyörän päätyyn ja mittausmahdollisuus tarkistetaan riittävällä hammaspyörän leveydellä b ehdon mukaan
b ³ w synti b ,
missä synti b= sin·cos.
Hampaiden lukumäärä yhteisen normaalin pituudessa z w suorahampaisten lieriömäisten pyörien on täytettävä ehto
 ,
,
kun  ,
,

 ,
,
Täällä a- profiilikulma hampaiden yläosien ympyrän pisteessä; l- profiilikulma rajapisteessä.
Pienille harhatekijöille ( x 1) määrittää z w Voit käyttää yksinkertaistettua kaavaa
pyöristämällä saatu arvo lähimpään kokonaislukuarvoon.
1.3. Toleranssien mittaus hammaspyörille
Yllä käsitellyt kaavat lieriömäisten hammaspyörien nimellismittojen laskemiseksi takaavat pyörien välyksettömän kytkeytymisen vaihteeseen. Oikeilla vaihteilla, taattu sivuväli hampaiden juuttumisen eliminoimiseksi kuormituksen alaisena käytön aikana voimansiirron osien lämpötilan muodonmuutosten seurauksena sekä voiteluaineen kerroksen sijoittamiseksi hampaiden työprofiileihin. Kytkimen sivuvälys on myös välttämätön kompensoimaan vaihteen valmistuksessa ja asennuksessa tapahtuneita virheitä. Se määräytyy pääasiassa keskietäisyyden arvon perusteella a w voimansiirto ja paksuus s pyörän hampaat.
Evoluutiotettujen hammaspyörien standardi (GOST 1643-81) määrittelee kahdeksan tyyppistä sivuvälin toleranssia: h, d, c, b, a, z, y, x(toleranssimerkinnät on järjestetty toleranssiarvon nousevaan järjestykseen). Tapaamisen perustana on taatun sivuvaran hyväksytty arvo konjugaatiotyyppi hammaspyörät. Sama standardi tarjoaa kuusi tyyppistä pariliitosta: H- nollavara E-pieni väli C ja D- pienentynyt välys B- normaali välys A- lisääntynyt ero. Katso Kaverit H, E ja Kanssa vaativat suurempaa tarkkuutta hammaspyörän hampaiden valmistuksessa. Niitä käytetään käännettäville vaihteille, joilla on korkeat vaatimukset vaihteiston kinemaattiselle tarkkuudelle, sekä hammaspyörien akselien vääntövärähtelyissä. Useimmiten keskikokoisessa koneenrakennuksessa käytetään vaihteita, joilla on konjugaatiotyypit. AT ja Kanssa. Koska kunkin tyyppisen liitäntätyypin vaihteistolle ei ole asetettu erityisiä vaatimuksia, käytetään tietyntyyppistä sivuvälin toleranssia, joka on merkitty pienellä kirjaimella, joka on samanlainen kuin liitäntätyypin kirjain (esim. MUTTA- a, AT - sisään, Kanssa - kanssa jne.).
Hammaspyörän mittauskoon toleranssikenttä on aina suunnattu hampaan runkoon, joten mittauskoon rajapoikkeamilla (ylempi ja alempi) on aina negatiiviset arvot [1].
